Оглавление
МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Плоские сетки должны быть связаны в пакеты. Масса пакета не
должна превышать 3 т.
6.2. Пакет сеток должен быть связан мягкой проволокой не менее
чем в четырех местах, а рулон сетки — не менее чем в трех местах.
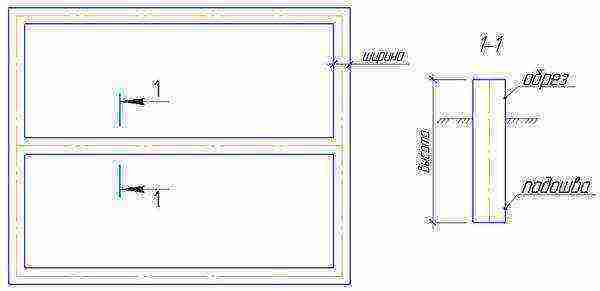
6.3. К каждому пакету и рулону сеток должно быть прикреплено не
менее двух металлических или фанерных бирок, на которых указывают:
наименование или товарный знак предприятия-изготовителя;
условное обозначение сеток согласно п. 2.10;
количество сеток в пакете;
масса пакета или рулона в т;
номер партии и дату изготовления.
Бирки должны прикрепляться с разных сторон пакета и рулона.
6.4. Каждая партия сеток, поставляемых специализированными
заводами арматурных изделий, должна сопровождаться документом о качестве, в
котором указывают:
наименование и адрес предприятия-изготовителя;
номер и дату выдачи документа;
номер партии;
наименование изделий с указанием их марок и количества в партии;
дату изготовления.
Документ должен быть подписан работником, ответственным за технический
контроль предприятия-изготовителя.
6.5. Сетки следует транспортировать в горизонтальном положении.
При погрузке, транспортировании и разгрузке сеток должны
соблюдаться меры, обеспечивающие их сохранность от повреждения. Способы
выполнения погрузочно-разгрузочных работ должны соответствовать предусмотренным
правилам техники безопасности в строительстве.
6.6. Сетки должны храниться в крытом помещении. Пакеты сеток
следует хранить раздельно по маркам в штабелях высотой не более 2 м. Рулоны
сеток складируют не более чем в три яруса. При складировании сеток между
штабелями должен быть обеспечен свободный проход шириной не менее 0,5 м.
6.7. При хранении и транспортировании каждый пакет должен
опираться на деревянные подкладки и прокладки толщиной не менее 30 мм.
Подкладки под сетки следует укладывать по плотному, тщательно выровненному
основанию. При хранении сеток в штабелях прокладки между пакетами по высоте
штабеля должны быть расположены по вертикали одна над другой.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН Научно-исследовательским институтом бетона и
железобетона (НИИЖБ) Госстроя СССР, Центральным научно-исследовательским и
проектно-экспериментальным институтом промышленных зданий и сооружений (ЦНИИ
промзданий) Госстроя СССР, Государственным комитетом по гражданскому
строительству и архитектуре при Госстрое СССР, Министерством транспортного
строительства, Министерством строительного, дорожного и комунального
машиностроения
ВНЕСЕН Научно-исследовательским институтом бетона и
железобетона (НИИЖБ) Госстроя СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением
Государственного комитета СССР по делам строительства от 28.11.84 № 194
3. ВЗАМЕН ГОСТ 23279-78
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на |
Номер пункта |
Обозначение НТД, на |
Номер пункта |
|
5.2 |
3.6 |
||
|
3.6 |
3.9,3.10,3.14,4.1,4.3,5.1 |
||
|
3.6 |
3.7,3.12 |
||
|
5.2 |
3.7,3.12 |
5. ПЕРЕИЗДАНИЕ
|
1. Классификация. 1 2. Типы, основные параметры и 3. Технические требования. 6 4. Правила приемки. 8 5. Методы контроля. 8 6. Маркировка, транспортирование и |
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Сетки следует изготовлять в соответствии с требованиями
настоящего стандарта по рабочим чертежам и технологической документации,
утвержденной в установленном порядке.
3.2. В качестве рабочей арматуры в тяжелых сетках следует
применять стержневую горячекатаную арматурную сталь класса А-III диаметрами 12- 40 мм и
термомеханически упрочненную арматурную сталь класса Ат-IIIC диаметрами 12-18 мм.
При технико-экономических обоснованиях в качестве рабочей
арматуры допускается применение стержневой горячекатаной арматурной стали
классов А-II и А-I диаметрами 12-32 мм.
3.3. В качестве распределительной арматуры в тяжелых сетках типа
1 применяют арматурную сталь класса А-III и Ат-IIIC
диаметрами 6 — 16, в сетках типа 3 — арматурную сталь класса А-II диаметрами 10-16 мм и
класса А-I диаметрами
6-16 мм.
3.4. Легкие сетки следует изготовлять из арматурной проволоки
класса Вр-I диаметрами
3-5 мм, стержневой горячекатаной арматурной стали классов А-III и А-I диаметрами 6-10 мм.
В качестве распределительной арматуры допускается применять
арматурную проволоку класса B-I диаметрами 3-5 мм.
3.5. Марки арматурной стали должны соответствовать маркам,
установленным проектной документацией (согласно требованиям строительных норм и
правил по проектированию бетонных и железобетонных конструкций в зависимости от
условий эксплуатации конструкций) и указанным в заказе на изготовление сеток.
3.6. Арматурная сталь должна удовлетворять требованиям:
стержневая горячекатаная арматурная сталь классов А-III, A-II и A-I — ГОСТ
5781;
стержневая термомеханическая упрочненная арматурная сталь класса
Ат-IIIС — ГОСТ
10884;
арматурная проволока классов Вр-I и В-I — ГОСТ
6727.
3.7. Крестообразные соединения стержней в сетках следует
осуществлять контактной точечной сваркой в соответствии с требованиями ГОСТ
14098.
Режимы сварки должны соответствовать требованиям СН
393.
3.8. В сетках с рабочей арматурой из гладкой стержневой
арматурной стали класса А-I
должны быть сварены все пересечения стержней.
В сетках с рабочей арматурой периодического профиля (стержневой и
проволочной) допускается сварка пересечений стержней через одно или через два
пересечения в шахматном порядке, если в рабочих чертежах отсутствуют
специальные указания.
В арматурной сетке допускается наличие не более двух несваренных
пересечений стержней на площади 1 м2 сетки из числа пересечений,
подлежащих сварке.
3.9. Стержни в местах сварки при испытании на растяжение
(ослабленные в местах пересечений и стыков) должны иметь разрывное усилие или
временное сопротивление разрыву не ниже требуемого по ГОСТ
10922.
3.10. Требования к прочности сварных соединений стержней на срез
— по ГОСТ
10922.
Если к сварным соединениям стержней из арматурной стали
периодического профиля, расположенных в двух или одном направлении, не
предъявляют требования равнопрочности, то браковочная нагрузка при испытании на
срез должна составлять не менее 50 % разрывного усилия арматурной проволоки или
временного сопротивления разрыву арматурной стали меньшего диаметра.
3.11. Крестообразные соединения стержней сеток не должны
разрушаться от ударных воздействий при свободном сбрасывании сеток с высоты 1
м.
3.12. Стыковые соединения стержневой арматурной стали следует
осуществлять контактной стыковой сваркой по ГОСТ
14098.
Режимы сварки — по СН
393.
Рабочая арматура на длине стержня 6 м не должна иметь более двух
стыковых соединений, а на длине стержня 12 м — более трех стыковых соединений.
Стыковые соединения стержней одного направления в пределах шага
арматуры в другом направлении допускаются не менее чем через три стержня.
3.13. Значения относительной осадки в крестообразных соединениях
стержней (в долях меньшего диаметра свариваемых стержней) должны быть при
арматурной стали классов:
A-I от…………………………………………….. от
0,16 до 0,5
A-III, Aт-IIIC и A-II………………………… от 0,2 до
0,8
Bp-I и B-I………………………………………. от
0,2 до 0,5
3.14. Значения действительных отклонений геометрических
параметров сеток не должны превышать предельных, указанных в ГОСТ
10922.
3.15. Продольные и поперечные стержни в сетках должны быть
прямолинейными.
Значения действительных отклонений от прямолинейности стержней не
должны превышать 6 мм на длине стержня 1 м.
Производство, станки и другое оборудование
Станкостроительная промышленность предлагает большое количество моделей станков для производства сетки арматурной. Всё многообразие станков делится на две группы:
- ручное оборудование для мелкосерийного производства;
- автоматическое для массового выпуска изделий.
Ручное оборудование предназначено для организации экономичного производства сварной сетки. Машина отличается простотой конструкции и стоимостью, в разы меньшей по сравнению с машинами многоконтактной автоматической сварки. Использование ручной линии сварки сеток позволяет быстро и максимально эффективно организовать производство этого вида продукции. К уникальным особенностям ручных линий следует отнести возможность изготовления нестандартных арматурных сеток (например, с прутками различного диаметра).
Ручная линия сварки УТС-102
Ярким представителем данного вида оборудования может служить ручная линия сварки УТС-102.
Линия для изготовления арматурных сеток из мерных прутков работает с предварительно правлеными и нарезанными в размер прутками, которые из бункерных лотков в автоматическом режиме подаются в зону сварки. Подача поперечных прутков осуществляется из бункера, а продольные прутки загружаются в позицию автоматической подачи к сварочному порталу вручную.
Станок по производству армированной сетки
Автоматическая линия для изготовления сварных сеток WPA работает с продольной проволокой при размотке с бухт. Правленые и нарезанные в размер поперечные прутки подаются из бункерных лотков в автоматическом режиме в зону сварки.
Данная линия работает с комбинированной подачей продольной проволоки с бухт и мерного прутка.
Сварочный портал, который является основной частью линии, для повышения производительности часто комплектуется модулем подачи поперечного прутка и дополнительными модулями:
- подачи продольных прутков;
- пневматической гильотины;
- пакетировщика.
К этому классу станков относятся:
- полуавтоматическая многоточечная машина сварки сеток (ЛТС-1000К1);
- автоматическая многоточечная машина сварки сеток (МТМ-2000К1-1).
Достоинства и недостатки
Применение в строительстве такой продукции создаёт следующие преимущества:
- высокое качество со значительным увеличением прочности;
- обеспечение восприятия изгибающих воздействий;
- возможность уменьшения толщины бетонных стяжек с сохранением заданной прочности, чем достигается экономия дорогостоящего бетона;
- нормирование сортамента типовых сеток упрощает проектирование конструкций;
- заводское изготовление обеспечивает соблюдение технических характеристик и точных размеров изделий;
- удобство и простота применения;
- сокращение трудоёмкости работ и времени их исполнения;
- уменьшение отходов арматуры, что приводит к экономии материальных ресурсов;
- небольшой вес арматурной сетки;
- устойчивость к температурным перепадам;
- высокая огнеупорность;
- удобство транспортировки и хранения, особенно рулонных материалов;
- увеличение продолжительности эксплуатации конструктивов.
При множестве достоинств металлических изделий, они обладают одним большим недостатком — это неизбежная коррозия.
Изделия рифленого типа
Сетки, обладающие всевозможными изгибами, называются канилированными. «Волны» на поверхности позволяют изделию эффективно противостоять различного рода деформациям, потому эта разновидность сеток имеет высокую стойкость к механическим воздействиям и прочность.
Такие полезные свойства позволяют использовать арматурную сетку на строительных объектах, подвергающихся ненормированным нагрузкам. Это характерно для построек в сейсмически опасных регионах и, например, на предприятиях по добыче руды. Канилированная продукция используется также для армирования бетона, сооружения оград и просеивания материалов горнодобывающей промышленности.
Волнистая структура обуславливает также прекрасные механические характеристики изделия, а для увеличения стойкости к воздействиям извне на их поверхность часто наносят слой из полимеров или цинка.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты: ГОСТ 427-75 Линейки измерительные металлические. Технические условия ГОСТ 5781-82 Сталь горячекатаная для армирования железобетонных конструкций. Технические условия ГОСТ 6727-80 Проволока из низкоуглеродистой стали холоднотянутая для армирования железобетонных конструкций. Технические условия ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия ГОСТ 10922-90* Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия ________________ * На территории Российской Федерации документ не действует. Действует ГОСТ 10922-2012, здесь и далее по тексту. — Примечание изготовителя базы данных. ГОСТ 14098-91 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
5 Технические требования
5.1 Сетки следует изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам и технологической документации, утвержденной в установленном порядке.
5.2 В качестве рабочей арматуры в тяжелых сетках следует применять стержневую арматурную сталь классов А500С, А600С и А400 (A-III) диаметром 10-40 мм. При технико-экономических обоснованиях в качестве рабочей арматуры допускается применение стержневой горячекатаной арматурной стали класса А240 (А-l), диаметром 10-32 мм.
5.3 В качестве распределительной арматуры в тяжелых сетках типа 1 применяют арматурную сталь классов А400 (A-III), А500С, В500С и А600С диаметрами 6-16 мм, в сетках типа 3 — арматурную сталь классов А400 (A-III), А500С, В500С и А600С диаметром 10-16 мм и А240 (А-l) диаметром 6-16 мм.
5.4 Легкие сетки следует изготовлять из арматурной стали класса В500С диаметром 4-5 мм, арматурной проволоки класса Bp-I диаметром 3-5 мм и стержневой арматурной стали классов А400 (А-III), А500С, В500С и A240(A-I) диаметром 6-10 мм. В качестве распределительной арматуры допускается применять арматурную сталь класса В500С диаметром 4-5 мм и арматурную проволоку класса В-l диаметром 3-5 мм.
5.5 Марки арматурной стали для изготовления сеток должны соответствовать маркам, установленным проектной документацией (согласно требованиям строительных норм и правил на проектирование бетонных и железобетонных конструкций в зависимости от условий эксплуатации конструкций), указанным в заказе на изготовление сеток.
5.6 Арматурная сталь должна соответствовать требованиям: — стержневая арматурная сталь классов A400 (A-III) и A240 (A-I) — ГОСТ 5781; — стержневая арматурная сталь классов А500С и В500С — действующих нормативных документов*; _______________ * В Российской Федерации на арматурную сталь классов А500С и В500С действует ГОСТ Р 52544. — стержневая арматурная сталь класса А600С — действующих нормативных документов; — арматурная проволока классов Bp-I и В-l — ГОСТ 6727.
5.7 Крестообразные соединения стержней в сетках следует осуществлять контактной точечной сваркой в соответствии с ГОСТ 14098.
Режимы сварки должны соответствовать требованиям действующих нормативных документов.
5.8 В сетках с рабочей арматурой из гладкой стержневой арматурной стали класса А240 (А-l) должны быть сварены все пересечения стержней. В сетках с рабочей арматурой периодического профиля (стержневой и проволочной) допускается сварка пересечений стержней через одно или через два пересечения в шахматном порядке, если в рабочих чертежах отсутствуют специальные указания. Два крайних стержня в сетках должны быть сварены во всех пересечениях В арматурной сетке допускается наличие не более двух несваренных пересечений стержней на площади 1 м сетки из числа пересечений, подлежащих сварке.
5.9 Разрывное усилие или временное сопротивление разрыву стержней в местах сварки при испытании на растяжение (ослабленные в местах пересечений и стыков) должно быть не ниже требуемого по ГОСТ 10922.
5.10 Требования к прочности сварных соединений стержней на срез — по ГОСТ 10922. Если к сварным соединениям стержней из арматурной стали периодического профиля, расположенных в двух или одном направлении, не предъявляют требования равнопрочности по ГОСТ 10922, то браковочная нагрузка при испытании на срез должна составлять не менее 30% разрывного усилия арматурной проволоки или временного сопротивления разрыву арматурной стали меньшего диаметра.
5.11 Крестообразные соединения стержней сеток не должны разрушаться от ударных воздействий при свободном сбрасывании сеток с высоты 1 м.
5.12 Стыковые соединения стержневой арматурной стали следует осуществлять контактной стыковой сваркой по ГОСТ 14098. Режимы сварки — по действующим нормативным документам. Рабочая арматура на длине стержня 6 м не должна иметь более двух, а на длине стержня 12 м — более трех стыковых соединений. Стыковые соединения стержней одного направления в пределах шага арматуры в другом направлении допускаются не менее чем через три стержня.
5.13 Значения относительной осадки в крестообразных соединениях стержней (в долях меньшего диаметра свариваемых стержней) должны быть для арматурной стали классов А240 (А-l), А400 (A-III), В500С, А500С и А600С от 0,2 до 0,5.
5.14 Значения действительных отклонений геометрических параметров сеток не должны превышать предельных, указанных в ГОСТ 10922.
5.15 Продольные и поперечные стержни в сетках должны быть прямолинейными. Значения действительных отклонений от прямолинейности стержней не должны превышать 6 мм на длине стержня 1 м.
Сетки арматурные сварные для железобетонных конструкций и изделий. Общие технические условия
| Обозначение: | ГОСТ 23279-85 |
| Статус: | действующий |
| Название рус.: | Сетки арматурные сварные для железобетонных конструкций и изделий. Общие технические условия |
| Название англ.: | Welded reinforcing meshes for reinforced concrete structures and products. General specifications |
| Дата актуализации текста: | 07.11.2012 |
| Дата актуализации описания: | 07.11.2012 |
| Дата введения в действие: | 01.01.1986 |
| Область и условия применения: | Настоящий стандарт распространяется на сварные плоские и рулонные сетки, изготовляемые на предприятиях строительной индустрии из арматурной стали диаметрами от 3 до 40 мм включительно, с расположением стержней в двух взаимно перпендикулярных направлениях и предназначенные для армирования сборных и монолитных железобетонных конструкций и изделий |
| Взамен: | ГОСТ 23279-78 |
| Расположен в: |
|
Армирование конструкций

Бетон армированный сеткой
В индивидуальном строительстве подобное армирование бетона чаще всего выполняют при устройстве монолитного пола своими руками. В этом случае, сетка для армирования бетонной стяжки может использоваться как заводского изготовления, перечисленных выше типов, так и изготавливаться самостоятельно, путем связывания арматурных стержней стальной вязальной проволокой (см. видео в этой статье).
Порядок выполнения работ:
- Очистить помещение от мусора.
- Если сетка в рулоне, то нарезать куски, нужных для армирования размеров.
- Если сетка поставлялась картами заводского изготовления (металл или пластиковый композит), то разложить секции и связать стыки проволокой или пластиковыми хомутами.

Пластиковый каркас
- В случае изготовления сеток вручную, необходимо обзавестись крючком и вязальной проволокой; нарезать арматуру и связать из нее каркасы необходимого размера. Далее см. п. 3.
- Для лучшего контакта бетона с арматурным каркасом, каркас кладем не на основание, а устанавливаем на специальные «стульчики» (см. фото).

Каркас на «стульчиках»
- После выполнения всех вышеописанных работ, приступаем к приготовлению и укладке бетонной смеси.
Сетка для армирования бетонной стяжки в широком ассортименте выпускается специализированными арматурно-сварочными заводами или, в случае с пластиковыми композитами, поставляется в торговую сеть профильными предприятиями. Выбор необходимой арматуры нужно осуществлять с учетом типа монолитной конструкции и требуемых эксплуатационных характеристик покрытия.
Какие факторы учитывают при покупке сетки
Производством данной продукции занимается множество компаний, которые должны соблюдать следующие правила:
- Плоские сетки объединяют в пакет массой не более 3 т. Пакет связывают в 4-х местах мягкой проволокой, рулон – в 3-х.
- Пакет или рулон сопровождаются двумя бирками. На них должна отражаться информация о производителе, условное обозначение товара, количество карт в пакете, масса в тоннах, номер партии, дата изготовления.
- Условия хранения – в сухом помещении с нормальным температурным режимом.
- Пакеты и рулоны складывают горизонтально на поддоны. Высота штабеля карт – не более 2 м, рулоны – не более трёх ярусов по высоте.
Основные параметры и размеры сетки ГОСТ 3826-82
1.1. Сетки тканые ГОСТ 3826-82 по точности размера ячейки подразделяют на группы 1 и 2.
- Сетки группы 1 применяются для просеивания сыпучих материалов, в которых требуется обеспечение точного гранулометрического состава просеиваемых материалов.
- Сетки группы 2 применяются для рассева сыпучих материалов, арматуры ограждения, при теплоизоляции промышленного оборудования, воздухоочистки.
1.2. Номер сетки, размер стороны ячейки в свету, номинальный диаметр проволоки должны соответствовать указанным в таблице 1.
Таблица 1
|
Номер сетки/размер ячейки |
Размер стороны ячейки в свету, мм | Диаметр проволоки на выбор, мм |
| 04 | 0,40 | 0,20; 0,25 |
| 045 | 0,45 | 0,20; 0,25 |
| 05 | 0,50 | 0,20; 0,25; |
| 0,30 | ||
| 055 | 0,55 | 0,22; 0,28 |
| 063 | 0,63 | 0,25; 0,32 |
| 07 | 0,70 | 0,22; 0,28; |
| 0,32 | ||
| 08 | 0,80 | 0,25; 0,32 |
| 09 | 0,90 | 0,22; 0,36 |
| 1 | 1,00 | 0,25; 0,32; |
| 0,40 | ||
| 1,1 | 1,10 | 0,28; 0,36 |
| 1,2 | 1,20 | 0,32; 0,40 |
| 1,4 | 1,40 | 0,36; 0,45; |
| 0,65 | ||
| 1,6 | 1,60 | 0,32; 0,40 |
| 1,8 | 1,80 | 0,45; 0,55; |
| 0,70 | ||
| 2 | 2,00 | 0,40; 0,50; |
| 0,60; 1,00; | ||
| 1,20 | ||
| 2,2 | 2,20 | 0,45; 0,70 |
| 2,5 | 2,50 | 0,40; 0,50; |
| 0,60 | ||
| 2,8 | 2,80 | 0,45; 0,90 |
| 3,2 | 3,20 | 0,50; 0,80; |
| 1,20 | ||
| 3,5 | 3,50 | 0,70; 0,90; |
| 1,00 | ||
| 4 | 4,00 | 0,60; |
| 1,00; 1,20 | ||
| 4,5 | 4,50 | 0,70; 0,90; |
| 1,80 | ||
| 5 | 5,00 | 0,70; |
| 1,20; 1,60; | ||
| 2,00 | ||
| 6 | 6,00 | 0,70; 1,20; |
| 2,00 | ||
| 7 | 7,00 | 0,70; 1,20; |
| 1,80 | ||
| 8 | 8,00 | 0,70; 1,20; 1,60; 2,00 |
| 9 | 9,00 | 1,00; 2,00; 2,20 |
| 10 | 10,00 | 1,00; 2,00 |
| 12 | 12,00 | 1,00; 1,20; 2,00 |
| 14 | 14,00 | 1,00; 1,40; 2,00 |
| 16 | 16,00 | 1,60; 2,50 |
| 18 | 18,00 | 1,80; 2,50 |
| 20 | 20,00 | 1,60; 2,00; 2,50 |
1.3. Допускаемые отклонения для среднеарифметического размера стороны ячейки в свету, размера стороны отдельной увеличенной ячейки и допускаемое число ячеек с максимально увеличенными размерами сторон в свету должны соответствовать указанным в таблица 2.
Таблица 2
|
Размер стороны ячейки в свету, мм
|
Допускаемое отклонение от номинального размера для среднеарифметического размера стороны ячейки в свету, % | Максимальное допускаемое отклонение от номинального для размера отдельной увеличенной ячейки в свету, % | Допускаемое число ячеек с максимально увеличенными размерами сторон в свету, %, не более | |||
| Группы 1 | Группы 2 | Группы 1 | Группы 2 | Группы 1 | Группы 2 | |
| От 0,4 до 4,5 | ±6 | ±9 | 25 | 40 | 8 | Не нормируется |
| » 5,0 » 12,0 | ±6 | 20 | 8 | |||
| » 14,0 » 20,0 | ±5 | 15 | 6 |
1.4. Сетки должны изготовляться шириной 1000, 1300, 1500, 1800 и 2000 мм. Допуск на ширину ±1,0 %. По согласованию изготовителя с потребителем сетки могут изготовляться промежуточной ширины кратной 50 мм, а также шириной менее 1000 мм.
Примеры условного обозначения. Сетка с номинальным размером стороны ячейки в свету 5 мм, из проволоки диаметром 1,2 мм, низкоуглеродистой стали, группы 2:
Сетка тканая 2-5-1,2 НУ ГОСТ 3826-82
То же, из высоколегированной стали марки 12Х18Н10Т, группы 2:
То же, оцинкованной по группе С, группы 1:
Сетка тканая 2-2-0,4 С ГОСТ 3826-82
То же, высоколегированной стали марки Х20Н80, группы 2:
Сетка тканая 2-3,2-1,2 С ГОСТ 3826-82
Стандартная ширина сетки тканой составляет 1000 мм.
Наши события
15 сентября 2021, 13:35
Ассоциация «Электрокабель» отмечает свое 30-летие
15 сентября 2021, 12:07
Главные итоги 78 Общего собрания Ассоциации “Электрокабель”
13 сентября 2021, 18:23
RusCable Insider #238 — Новая линия Rosendahl. АЭК наградил Москабель. Интервью с СаранскКабель-Оптика и осенние изменения в ГОСТ
10 сентября 2021, 10:45
RusCable Live — Электропровод: традиции профессионализма и новый цех. Изменения в ГОСТе 31996-2012. АЭК. Эфир от 10.09.2021
8 сентября 2021, 15:44
78 Общее собрание Ассоциации «Электрокабель» состоится с 13 по 16 сентября в Завидово
8 сентября 2021, 10:07
RusCable Review 76 — Работа на столбе! LAPP, ЭНЕРГОКАБЕЛЬ, АЭК, EL-Комитет, Москабельмет, ЭМ-Кабель