Оглавление
Как сверлить мойку из керамогранита
Среди вышеперечисленных материалов, наиболее прочным является керамогранит. Плюс ко всему данный компонент довольно устойчив к химическим и температурным воздействиям и с легкостью противостоит механическим нагрузкам. Его отличительной особенностью является звонкий звук, который как раз и свидетельствует о минимальном наличии искусственных добавок.
Обратной стороной такой прочности является сложность обработки керамогранита, и обычным сверлом сделать отверстие в такой мойке будет нереально. Именно поэтому просверлить отверстие в таком случае можно будет при помощи режущих инструментов (фрез, сверел, коронок), оснащенных напайками из твердых сплавов (например, алмазных).
Работая с таким инструментом, следует быть весьма аккуратным и не допускать его перегрева, для чего сверла (коронки) рекомендуется остужать при помощи воды (подается в место сверления тонкой струйкой) и производить сверление на малых оборотах (не выше 400 об/мин).
В качестве устройства для непрерывной подачи холодной воды может служить пластиковая бутылка с отверстием в крышке. Надавливая на бутылку с водой, образующаяся струя, поступая к месту сверления будет хорошо охлаждать инструмент. Более детально с методикой как резать керамогранит можно ознакомиться в следующей статье .
Режущий инструмент должен постоянно находиться в воде.
Особенности нержавейки и выбор сверла
Нержавеющая сталь широко распространена в бытовой и промышленной сфере. Она представляет собой качественный металлический сплав, устойчивый к коррозии и воздействию различных агрессивных сред. В быту часто используют этот материал для изготовления сантехнических приборов, столешниц, труб и т. д. В процессе ремонта или строительства иногда возникает необходимость просверлить ту или иную деталь, выполненную из этого металла.
Важным нюансом при сверлении нержавеющих сталей, наряду с правильным подбором охлаждающих жидкостей и технологии проведения работ является качественное сверло. Многие специалисты и по сей день отдают предпочтения проверенным временем и очень прочным кобальтовым вариантам(СО-5), которые также подходят для проделывания отверстий в жаропрочных видах металла или чугуне без необходимости применения предварительной центровки.
Эти модели ранее изготавливали на основе стальных сплавов с 5% кобальта в своем составе или из высокопрочных сталей типа Р-18 с добавлением этого химического элемента. В наши дни их сложно отыскать на рынке строительных материалов те виды, которые соответствовали советским нормам ГОСТ — 10902-77, так как они практически не производятся в промышленном объеме.
Чаще всего большинство отечественных производителей просто покрывают детали «золотистым» слоем кобальта, но при этом его самого в составе заготовки содержится минимально или вовсе нет. Такая технология позволяет добиться улучшения параметров скольжения, но не добавляет стержню никакой прочности.
На рынке существуют аналоги «настоящих» кобальтовых вариантов зарубежного производства, характеристика которых соответствует стандартам DIN — 338 или 336, а маркировка содержит аббревиатуру HSS-C или просто NHSS. Такие типы сверел также изготавливают из высокопрочных сталей с обязательным содержанием не менее 5% кобальта в составе сплава (среди производителей стоит отметить такие фирмы как Bosch; Ruko; Gross; Hagwert;Hilti и др.
Преимуществом их является высокая твердость материала, из которого они сделаны и специально затупленный угол заточки наконечника, что делает их пригодными для работы с любыми видами «тяжелых» металлов. Единственным минусом может стать цена, которая заметно выше чем у обычных вариантов стандартных сверел.
Стальные коронки и конические сверла для нержавейки
Помимо кобальтовых вариантов различного диаметра и прочности под нержавейку применяют и другие сверла из металлических сплавов большой твердости с максимально острой заточкой для плотных материалов, которая, как правило, выполнена только по одной режущей стороне. Выбор сверла и рабочего инструмента зависит от марки нержавеющей стали, толщины обрабатываемой заготовки и выбранного технологического процесса.
Если необходимо проделать крупное отверстие (от 14 мм в диаметре и выше.) используют специальные кольцевые сверла или коронки. Они имеют дополнительную зажимную оснастку, патрон и сверлильную головку различных размеров, которые по таблицам соответствуют дюймовым и метрическим стандартам под трубные и другие популярные изделия из нержавейки.
При небольших показателях толщины (1-2мм), рассверлить нержавейку можно простым стальным сверлом, но только если его режущая часть заточена под угол 120 градусов. При этом электроинструмент настраивают на минимально возможные обороты (100об/мин), чтобы не допустить разлом резца, а также перегрева и выхода из строя самого инструмента.
Для сверлильной обработки листовой, пищевой и особо тонкой нержавейки (меньше 0,9 мм) применяют специальные ступенчатые или конусные сверла по металлу. Их особенность заключается в том, что рабочая часть детали выполнена в виде спирали с кольцевыми переходами различного диаметра.
Это позволяет во время сверления точно определить какое отверстие по размеру проделано на определенном этапе работы. В таких случаях (при совсем небольшой толщине) такие виды способны заменить целый набор деталей для нержавеющей стали, включая круглые коронки и обычные сверла с различным типом заточки.
Полезные советы при сверлении
Чтобы правильно просверлить нержавейку, нужно использовать несколько простых приемов:
- Наиболее удобно сверлить поверхность, которая имеет горизонтальное положение. Для этого деталь укладывают на верстак или стол и отмечают место будущего отверстия керном. Далее берут отрезок пластиковой или толстостенной резиновой трубки длиной 20 мм и диаметром, превышающим диаметр сверла, и устанавливают его на место сверловки. В трубку наливают специальную охлаждающую жидкость, которая имеет смазывающее свойство. Просверлить нержавейку нужно через эту ванночку.
- Если заготовка расположена горизонтально, то имеется выход из такой ситуации. Место, которое нужно просверлить, также намечают керном и прикрепляют в эту точку шарик из парафина. Через парафин проводят бурение. В результате нагрева поверхностей парафин будет таять и постепенно смазывать зону обработки.
- Лучше всего применять в работе дрель, у которой можно регулировать скорость вращения вала. Нержавейку на высоких оборотах просверлить будет очень сложно. Оптимальная скорость вращения инструмента должна быть в пределах 100–600 оборотов в минуту.
Какими бывают?
По материалам, из которых делаются сверла, различают несколько классов изделий.
- Сверла из инструментальной стали с кромкой, которая усилена пластиной высокой твердости. Основное отличие – невысокая стоимость.
- Металлические сверла с добавками кобальта или чисто кобальтовые. Лучше всего подходят для сверления твердых металлических сплавов, так как хорошо переносят повышенные температуры и большие рабочие нагрузки.
- Инструменты из титана по своей прочности аналогичны кобальтовым. Отлично годятся для работы с различными сталями и сплавами. Могут длительное время сохранять первоначальную заточку.
- Сверла из быстрорежущей стали хорошо выполняют свои функции и отличаются приемлемой стоимостью. Однако стоит учитывать, что у них быстро уходит заточка. Особенно если были превышены рабочие температуры.

При выборе сверл также важно учитывать, что есть различные модели, различающиеся своей формой. Классическим видом считаются ступенчатые сверла, имеющие цилиндрическую форму. Именно их используют чаще всего для сверления отверстий в металлических листах
Как правило, для их изготовления используется сталь с маркировкой HSS, которая имеет повышенные прочность и долговечность
Именно их используют чаще всего для сверления отверстий в металлических листах. Как правило, для их изготовления используется сталь с маркировкой HSS, которая имеет повышенные прочность и долговечность
Классическим видом считаются ступенчатые сверла, имеющие цилиндрическую форму. Именно их используют чаще всего для сверления отверстий в металлических листах. Как правило, для их изготовления используется сталь с маркировкой HSS, которая имеет повышенные прочность и долговечность.
Разделяют сверла еще и по цвету, так как он позволяет определить, какого они качества, из чего состоят.
- Серый – означает, что металлические сверла не подвергались каким-либо обработкам. Зачастую такие инструменты являются одноразовыми.
- Черный цвет получается, если металл обрабатывался паром с высокой температурой. Это придает изделиям повышенную прочность, позволяет хорошо справляться с циклическими нагревами и остываниями, а также надолго сохраняет первоначальную заточку.
- Сверла темного золотистого цвета подвергаются отпуску (нормализации), что повышает их прочность за счет уменьшения внутренних напряжений. Такие инструменты подходят для сверления очень прочных металлов и твердых сплавов.
- Яркий золотой цвет свидетельствует о добавлении в металл титана. Такие сверла полностью соответствуют своей высокой цене и отлично справляются даже с очень сложными задачами.

По длине сверла принято делить на 3 вида.
- Длинными называют сверла длиной от 56 до 254 мм. Их диаметр, как правило, составляет от 1до 20 мм.
- Удлиненные могут быть диаметром от 0,3 до 20 мм. При этом их минимальная длина составляет 19 мм, а максимальная – 205 мм.
- Длина коротких инструментов варьируется в пределах 20-131 мм, а диаметр полностью аналогичен диаметру удлиненных.

Каким инструментом выполнять сверление?
Для начала определяется тип инструмента, которым можно будет качественно и безопасно выполнить подобную операцию. Если речь не идет о производстве, где вполне оправдано было бы применение сверлильного станка, то выбор встанет между дрелью и перфоратором. Конечно, глаз неопытного пользователя сразу падет на перфоратор, как на более мощный агрегат. Но не все так очевидно.
Действительно, средний перфоратор будет куда производительнее электродрели, но он же располагает более массивным корпусом, обладает внушительной массой и в принципе ориентируется на работу с кирпичом и бетоном.
Как просверлить нержавейку перфоратором? Работать придется в изначально некомфортных условиях, поскольку массивная конструкция не даст простора для маневренности, а это залог успешной обработки твердотельных сплавов. Акцент придется делать на физической стабилизации инструмента, в которой не обойтись без дополнительной боковой рукоятки.
Что касается дрели, то, разумеется, упор следует делать на профессиональные модели с достаточным запасом мощности – не менее 1500 Вт в случае с сетевыми аппаратами, и от 18 В, если нужен аккумуляторный инструмент для удаленных работ. Но в обоих случаях конструкция дрели оптимально подойдет для работ с нержавейкой. К слову, в дополнение будет не лишним предусмотреть полезный набор функций – электронную регулировку оборотов, кнопку застопоривания выключателя и реверсный ход.
Как и чем сверлить нержавейку своими руками. Сверление нержавеющей стали видео | СТИЛ-СЕРВИС
Нержавеющая сталь, благодаря своим уникальным характеристикам и свойствам, нашла широкое применение, как в промышленности, так и в быту. Сверление нержавеющей стали может потребоваться для выполнения технологических отверстий. Например, для того, чтобы создать болтовое или заклепочное соединение отдельных элементов конструкции.

Как просверлить нержавейку
Сверление нержавейки в промышленных и домашних условиях
Сверление нержавейки можно проводить как в промышленных, так и в домашних условиях. Для этого процесса можно применять специальные промышленные станки или обычный электроинструмент, например, электродрель. Станки для сверления применяют на производстве. В домашних условиях необходимость просверлить отверстие в нержавейке может возникнуть во время проведения ремонтных работ.
Нержавеющая сталь отличается от обычных сплавов из металла повышенной вязкостью, а это значит, что при сверлении нержавейки режущий инструмент может быстро перегреваться. Поэтому сверление нержавейки имеет свои особенности. Нержавеющую сталь сверлят специальными сверлами и обязательно применяют охлаждающую смазку.
Чем сверлить нержавейку
Чем сверлить нержавейку, зависит в первую очередь от толщины изделия из нержавеющей стали:
- Лист нержавейки толщиной не более 2 мм можно сверлить с применением обычных сверл по металлу. При этом скорость вращения сверла электроинструмента должна быть не более 100 об/мин;
- Отверстия в листе толщиной более 6 мм проводят в два этапа и применяют специальные резцы. Сначала металл сверлят тонкой оснасткой, а затем завершают процесс при помощи финишного сверла.
- Для сверления нержавейки используют сверла, изготовленные из сплавов, в состав которых входит кобальт. Причем, чем выше будет содержание кобальта, тем лучше для процесса сверления.
- Нержавейку можно сверлить победитовыми сверлами.
- В некоторых случаях для тонкой нержавейки используют сверла в форме пера.
Видео, как просверлить нержавейку в домашних условиях:
Во время сверления необходимо следить за стружкой. Если она темнеет и мельчает, значит, режущая кромка инструмента затупилась и перегревается. В таком случае работы нужно остановить.
Сверла для обработки нержавеющих сталей
Для соединения элементов, выполненных из нержавейки, можно применяют не только сверление, но и сварку. Сварочные электроды для нержавейки должны соответствовать определенным критериям и требованиям для того, чтобы обеспечить качественный и надежный сварной шов.

Охлаждающие смазки для сверления нержавейки
При сверлении оборудования из нержавейки, кроме того, что нужно правильно подобрать инструменты и охлаждающие смазки, необходимо соблюдать режимы сверления и знать технологию сверления нержавеющей стали.
Как, например, просверлить мойку из нержавейки? Прежде всего, необходимо понимать, что не следует сверлить уже установленное оборудование. Его необходимо демонтировать.
Мойку укладывают на горизонтальную поверхность и керном отмечают место, в котором необходимо проделать отверстие.
После этого на место сверления устанавливают трубку с охлаждающей жидкостью и через эту, так называемую «ванночку» сверлят отверстие в нержавейке.
Также читайте статьи:
Как правильно сверлить металлические изделия
Одним из самых важных параметров с высверливании отверстия является острота сверла. Если вы приобрели одно из самых дешевых сверл, оно может оказаться тупым и вовсе из мягкого металла, который не даст вам сделать и пару отверстий.
Насколько быстро будет срезаться и тупиться наконечник сверла, зависит скорость сверления, твердость металла, усилия прилагаемого на сверло, и охлаждения.
- При сверлении больших отверстий, предварительно нужно сделать отверстия меньшего диаметра. Так процесс будет намного быстрее, и сверла не будут так быстро тупиться.
- Для точной центровки отверстия, нужно воспользоваться керном, и накернить центр отверстия перед сверлением.
- Для охлаждения рабочей части сверла, нужно воспользоваться машинным маслом. Просто опустите рабочую часть сверла в емкость с маслом. Периодически повторяйте эту операцию. Можно использовать мыльную воду для охлаждения(за счёт снижения силы трения).
- При высверливании глубоких отверстий периодически доставайте сверло и освобождайте его от стружки.
Как сверлить листовой металл
При работе с листовым металлом особых трудностей возникнуть не должно, даже при высверливании отверстий большого диаметра. Единственное, нужно под место сверления подкладывать деревянный брусок, он поможет снять стружку. Когда вы чувствуйте, что почти просверлили металлический лист-уменьшите давление на сверло, это так же поможет уменьшить вероятность возникновения заусенец.
Как правильно делать отверстия в трубах

Основной проблемой при высверливании отверстий в круглых трубах, является сложность перпендикулярного сверления. Это означает, что отверстие с которого началось сверление, не соответствует выходному. Что бы решить эту проблему, нужно применять сверлильный станок, или специальные направляющие, которые можно сделать самому или приобрести готовые.
Как сверлить алюминий
Кто работал с алюминиевыми деталями, знает, что это мягкий металл. Основная проблема при сверлении алюминия, заключается в обильном обертывании стружкой сверла. Из-за этого сверло перестает сверлить и застревает в металле. Что бы избежать этого, нужно чаще доставать сверло из отверстия и снимать стружку.
Как сверлить нержавейку (нержавеющую сталь)
Нержавейка относится к легированной стали, выполнять сверление который не простое дело. Для того, что бы сверление было комфортное, желательно выбирать сверла с кобальтовым наконечником. Сверлить нержавейку нужно на минимальных оборотах, а именно 100-200 оборотов в минуту. Такие обороты дают нужную скорость реза нержавейки и хорошее качество. Если на вашем инструменте нет регулировки оборотов вращения, стоит нажимать кнопку периодически на секунду-две, что не даст быстро разогнаться сверлу.
Если нужно сделать отверстие большого диаметра, нужно применять коронки по металлу, которые дают возможность сверлить только по наружному диаметру отверстия.
Выбор сверла
Если вам требуется просверлить изделие из нержавейки, выбор сверла наряду с подбором соответствующей смазывающей и охлаждающей жидкости, а также технологии выполнения операции является важнейшей процедурой, определяющей качество конечного результата. До недавнего времени для сверления нержавеющих сталей использовались кобальтовые сверла.
Сверло кобальтовое для сверления нержавейки, чугуна и жаропрочных сталей без предварительной центровки
Кобальтовые сверла, которые были оснащены цилиндрическими хвостовиками, выпускались из сплавов марки Р6М5К5, а в отдельных случаях из стали Р18, в которой количество кобальта было ограничено 5%. Преимущества сверл, изготовленных из сплава, содержащего в своем химическом составе кобальт, заключаются в том, что данный химический элемент придает инструменту высокую твердость, что и позволяет ему достаточно легко просверлить любое изделие из нержавейки. Нормативным документом, в соответствии с которым выпускались такие инструменты, был ГОСТ 10902-77.
На сегодняшний день эти сверла уже не производятся промышленностью, и найти их на рынке непросто. Между тем современные производители выпускают множество аналогов для работы с нержавейкой, качество которых находится на высоком уровне
Если выбирать из таких инструментов, можно обратить внимание на сверла зарубежного производства, на которых стоит маркировка HSS-Co. Они выпускаются по стандарту DIN 338 и изготовлены из стали, в составе которой содержится не менее 5% кобальта
По сути, материал, из которого они сделаны, является аналогом сплавов марок Р18 и Р6М5К5.
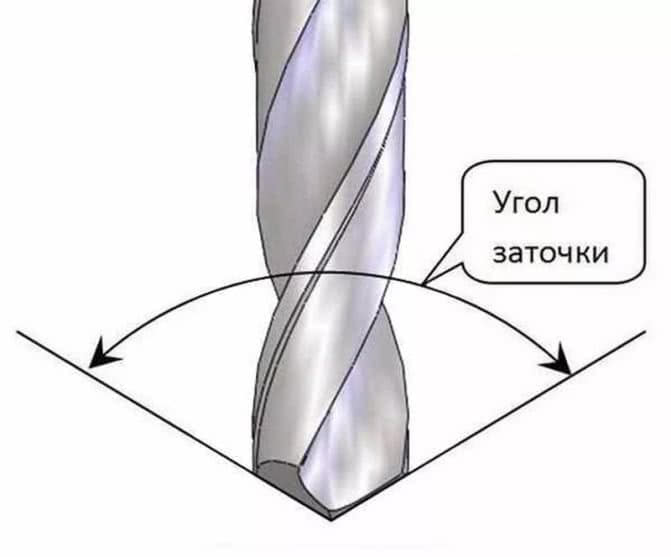
Характерным отличием сверла с добавкой кобальта является более тупой угол заточки для облегчения центровки в начале сверления
Совершенно не обязательно использовать кобальтовый инструмент для того, чтобы просверлить в домашних условиях нержавейку. С такой задачей неплохо справляются и сверла, изготовленные из твердых сплавов. Отличаются такие сверла для нержавеющей стали не только материалом своего изготовления, но и очень острой заточкой режущей части (заточка выполняется с одной стороны). Следует, однако, учитывать, что стоят они достаточно дорого и приобрести их в обычных строительных магазинах не всегда реально.
Заточка режущей кромки сверла различается для мягких и твердых металлов
Если вам надо просверлить отверстие в нержавейке, воспользуйтесь несколькими рекомендациями, которые позволят вам выполнить такую процедуру без особых проблем.
Если толщина изделия из нержавеющей стали, которое необходимо просверлить, превышает 6 мм, то выполнять такую процедуру лучше всего по двойному методу. Суть данного метода заключается в том, что в нержавейке сначала сверлится отверстие небольшого диаметра, а только после этого его рассверливают до необходимого размера.
В том случае, если толщина изделия небольшая (1–2 мм), просверлить в нем отверстие можно при помощи обычного сверла по металлу, режущая часть которого затачивается под углом 120°
Очень важно выполнять операцию на небольших оборотах (до 100 об/мин), тогда инструмент не будет сильно перегреваться и не выйдет из строя.
Если отверстие требуется просверлить в изделии из нержавеющей стали, толщина которого менее 1 мм, то для этого лучше использовать сверла ступенчатой конструкции. Применение такого инструмента, который можно приобрести во многих строительных магазинах, позволяет получать качественные отверстия даже в очень тонких деталях.
Правильный выбор сверла для нержавейки
Для нержавейки не подойдут обычные сверла для работы по металлу. Поэтому для нормального сверления нужно разобраться, чем просверлить нержавейку. Если сверлить нужно материал в изделии с небольшой толщиной от 1 до 2 миллиметров, то можно попробовать использовать обыкновенное спиральное сверло по металлу. Режущие кромки такого сверла должны иметь угол заточки 120 градусов.
Если же толщина металла больше или меньше указанной выше, то лучше перед началом работ заготовить специальные сверла для нержавеющей стали.
Для сверления нержавеющей стали хорошо подходят стальные сверла, легированные кобальтом. Содержание кобальта должно составлять минимум 5 %. Такие стали обычно имеют бледный желтоватый оттенок на поверхности.
Зарубежные стали обычно имеют в маркировке или торговом обозначение знак «Со», иногда с указанием содержания кобальта в процентах. Еще одним важным легирующим элементом является вольфрам, которого в составе должно быть до 20 %. Кобальтовые сверла изготавливают по стандарту DIN 338. Основные размеры данного типа сверл оговариваются в ГОСТ 10902-77.
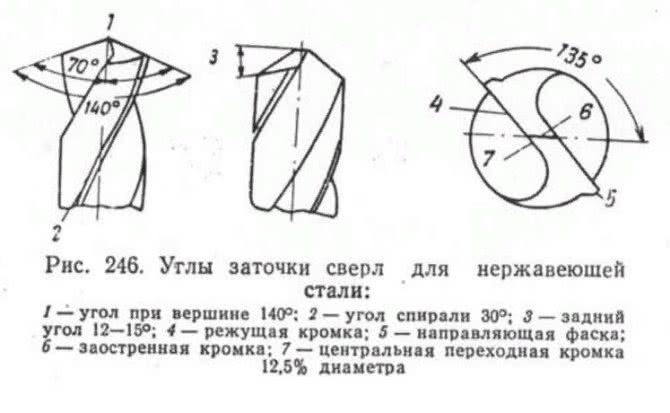
Одной из подходящих марок стали для сверла по нержавейке является Р6М5. В ее составе содержится более 5 % ванадия, молибдена и вольфрама. Буква «Р» в начале маркировки говорит о том, что эта сталь быстрорежущая. Зарубежные аналоги этой марки обычно имеют в маркировке символы HSS – быстрорежущая сталь. Такими аналогами может быть сталь S600-S601 или 1.3343 либо М2. Еще хорошо подходит сверло по нержавейке, изготовленное из сталей Р6М5К5 и Р18. Режущие кромки затачивают под угол от 125 до 135 градусов.

Если же вы хотите получить отверстие в тонколистовой стали (до 1 миллиметра), то лучше всего использовать коническое ступенчатое сверло по нержавеющей стали. Отверстие, полученное таким сверлом, будет иметь точные размеры, а также высокое качество обрабатываемых поверхностей. Оно также должно быть изготовлено из легированной кобальтом стали и иметь желтоватый оттенок.
Технология сверления нержавейки
Если вы правильно подобрали соответствующее сверло и уже имеете, чем сверлить нержавейку, необходимо разобраться в правильной технологии металлорежущих операций
Поскольку нержавеющая сталь является твердым материалом с повышенной вязкостью, сверление важно производить с применением смазочно-охлаждающих жидкостей. Это позволяет снизить нагрев рабочих частей режущего инструмента, повысить производительность процесса и снизить износ сверла
Для выполнения качественных отверстий следует соблюдать несколько основных правил:
- Если необходимо получить отверстие в материале с толщиной от 5 миллиметров, то целесообразно производить процесс в два шага – сначала сверлится подготовительное отверстие диаметром 2- 4 миллиметра, а затем производится окончательное рассверливание на заданный диаметр.
- Частота вращения шпинделя металлообрабатывающего станка или патрона ручного инструмента должна быть сниженной по отношению к работе с нелегированными сталями (для дрели это 100-400 оборотов в минуту, для станков – в зависимости от технологического процесса).
- Подвод охлаждающе-смазочной жидкости нужно производить на протяжении всего процесса сверления, подвод нужно выполнять к режущим кромкам сверла.
- Если использовать сверло для нержавейки со шлифованной поверхностью рабочей части, процесс отвода стружки будет более эффективным, а внутренние поверхности будут более гладкими.
- Работать следует в режиме минимальной подачи сверла, соблюдать равномерность давления на ручной инструмент.
- Соблюдайте технику безопасности при работе, используйте средства индивидуальной защиты.
Как правильно выбрать угол заточки сверла для стали или другого металла

Основной критерий уклона – материал заготовки. Он оценивается по следующим характеристикам:
- твердость – чтобы не сломать кончик;
- хрупкость – нельзя допустить образования сколов или трещин;
- вязкость или плотность.
Второй критерий – из чего создан сам резец. Приведем пример. Инструмент из прочного сплава желательно затачивать под 120 градусов. И в зависимости от того, с чем предстоит работать, его можно варьировать. Например, для дерева, пластмасса, а также алюминия и других мягких пород необходимо брать максимально острый угол, в то время как прочные, а также очень пористые структуры требуют более тупого уклона.
Если инструмент имеет особую конструкцию, например, спираль, то подход несколько отличается. У них есть широкие канавки, которые предназначены для отвода стружки. Углы заточки спиральных сверл – 45 градусов, но при вершине он должен быть не менее, чем 120-140.
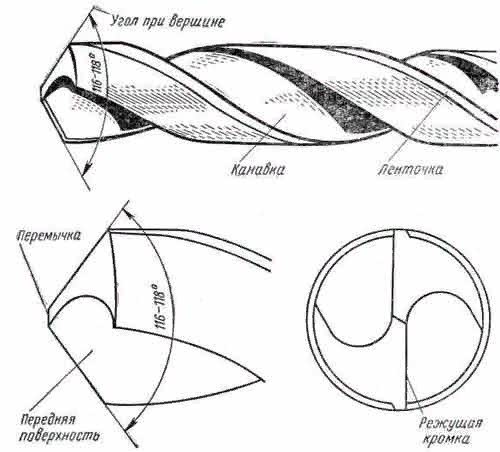
Делаем вывод: ориентироваться необходимо на конструктивные особенности изначального резца, что к ним относится:
- Величина переднего наклона. Измеряется между касательной линией к наружной поверхности режущей кромки.
- Аналогичный параметр для задней плоскости.
- Ширина ленточки. Расстояние между двумя заточенными краями.
Если вы правильно выберете эти три параметра, то гарантируете:
- простоту работы – минимум усилий и времени;
- повышенную точность и чистоту – отсутствие сколов, заусенцев;
- длительный период износа.

Таблица углов заточки сверла для разных материалов: работаем по меди, алюминию, пластмассе
Общие рекомендации:
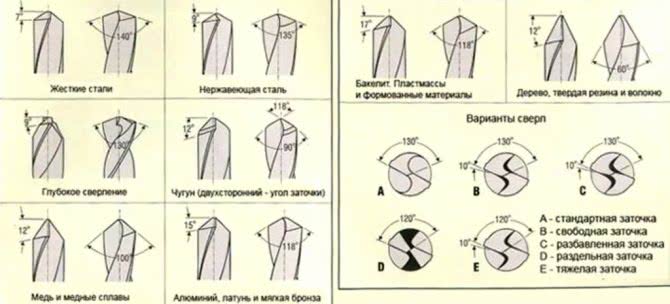
- Если вы имеете дело со сталью, необходимо смотреть на ее состав. Обычные и низколегированные сплавы требуют диапазон от 116 до 118 градусов. Таким же образом стоит затачивать оснастку для чугуна. Если это более прочные стальные заготовки, то они требуют 130-140°.
- Титан можно резать в большом спектре – от 90° до 120°, это зависит уже от конкретной марки, величины присадок.
- Алюминиевые, латунные сплавы и другие мягкие металлы стоит обрабатывать в диапазоне углов 120-130°. Допустимо отклонение на 2 единицы в одну или другую стороны.
- Дерево или некоторые тонкие листы пластмассы не любят таких больших значений, 90-100° им вполне хватит, а то и меньше.
- И всего от 50 до 70 градусов нужно для оргстекла или эбонита.
Посмотрим сводную таблицу, но заранее отметим, что более точный параметр выбирается в зависимости от конкретной марки:
| Материал | Рекомендуемый угол, ° |
| Чугун и стальные заготовки с низким легированием | 116 – 118 |
| Поковки и закаленная сталь | 125 |
| Латунь, мягкая бронза | 130 – 140 |
| Медь | 125 |
| Алюминий, баббит | 130 – 140 |
| Силумин | 90 – 100 |
| Сплавы с ведущим компонентом магний | 110 – 120 |
| Эбонит, целлулоид | 80 – 90 |
| Мрамор и другие породы повышенной хрупкости | 90 – 100 |
| Органическое стекло | 70 |
| Пластмассы | 50 – 70 |
| Бетон | 118 – 130 |
Как сверлить нержавеющую сталь — несколько советов и хитростей
Во-первых, нужно сразу запомнить, что нержавейка не любит больших оборотов. Это твердый прочный материал и его лучше сверлить на низких или средних оборотах дрели. В лучшем случае сверло очень быстро затупится и станет непригодным. Если же при нагревании до красного цвета не прекратить сверление, сверло очень быстро нагреется целиком и просто начнёт гнуться – после этого его можно смело выбрасывать, даже заточка уже срок его службы не продлит.
Во-вторых, при сверлении следует использовать смазку для уменьшения трения, подойдут любые моторные масла, неминеральные масла и даже вода, за неимением ничего другого. Все средства хороши, как говорится, в случае с таким прочным материалом, как нержавеющая сталь. Когда сверление итак происходит с усилием, сопровождается нагреванием заготовки и может быстро израсходовать рабочий ресурс сверла – всё, что способно уменьшить трение и упростить прохождение металла сверлом, будет кстати.
Ну и не стоит забывать про такие очевидные моменты, как надёжное закрепление заготовки на рабочее поверхности и накернивание места предполагаемого отверстия.
Теперь посмотрим, чем же можно просверлить отверстие в детали из нержавейки.
Самый простой способ – это взять сверла, специально предназначенные для этой цели. Такие сверла содержат кобальт, их несложно найти в любом магазине, хоть они стоят и дороже обычных. Обычно сначала берется сверло маленького диаметра, им делается первое отверстие, затем диаметр сверла постепенно увеличивается до достижения нужного диаметра отверстия. Кобальтовыми сверлами нержавеющая сталь сверлится проще всего, они прочнее из-за своего состава и тупятся медленнее обычных, ими можно даже сверлить на высоких оборотах. Это сократит ресурс сверла, но в бытовых условиях, если нужно просверлить буквально несколько отверстий, вы этого, скорее всего, даже не заметите.
А что делать, если кобальтового сверла под рукой не оказалось? Можно просверлить нержавейку и обычным шлифованным сверлом по металлу HSS-G. (Подробнее про сверла по металлу и их обозначения можно почитать в нашей статье «Виды оснастки: всё про сверло по металлу»). В этом случае процесс сверления должен состоять из спокойного последовательного включения и выключения дрели: включение происходит буквально на 1,5-2 секунды, до того момента, как сверло выйдет на полные обороты – и сразу выключение до момента остановки сверла. Уверяем вас, этого достаточно, чтобы нержавейка нагрелась так сильно, чтобы любая отлетевшая стружка могла оставить на коже ожог – поэтому обязательно работайте в перчатках! В этом случае нужно набраться терпения, сверление займёт больше времени – но главное результат. Самым обычным недорогим сверлом вы сможете просверлить нержавеющую сталь – материал большой прочности, на котором ломались и не такие сверла.
Еще нержавейку иногда сверлят сверлами по стеклу и керамике. Наконечник этого сверла твердый, но хрупкий, поэтому такие сверла нельзя перегревать – под воздействием температуры наконечник быстро сломается. Принцип сверления схож с предыдущим способом – оно должно состоять из коротких с промежутками «подходов» сверла к нержавейке, при этом как можно чаще капайте на место сверления масло.
Для сверления деталей из толстой нержавейки есть ещё одна небольшая хитрость. Деталь предварительно нужно немного нагреть газовой горелкой – немного, это не до красного или синего цвета, а просто недолго прогреть на огне, после чего приступить к сверлению, не дожидаясь, пока металл остынет. В процессе, если металл остыл или сверло пошло очень туго, заготовку можно еще раз подогреть. После такой предварительной подготовки толстую деталь из нержавеющей стали можно просверлить практически любым сверлом, даже не очень дорогим.
Возможно, вам будет интересно по
Смазочные материалы
Сверление отверстий в изделиях из нержавеющей стали, выполняемое обычным сверлом, может закончиться неудачей. Объясняется это тем, что стали, относящиеся к категории нержавеющих, отличаются повышенной вязкостью, поэтому их сверление, особенно выполняемое в домашних условиях, сопровождается значительным нагревом режущего инструмента и, как следствие, его выходом из строя.

При необходимости часто сверления нержавейки есть смысл оборудовать станок самодельной системой подачи жидкой смазки (в качестве насоса подойдет автомобильная помпа)
Наиболее распространенным составом, применяемым в качестве охлаждающей и смазывающей жидкости при сверлении отверстий в нержавеющей стали, является раствор, состоящий из машинного масла и серы. Для приготовления такого раствора может быть использована как коллоидная сера, так и сера для окуривания, которую часто называют «серный цвет».
В том случае, если сера, имеющаяся в вашем распоряжении, представляет собой мелкий порошок, ее можно сразу смешивать с машинным маслом без специальной подготовки. Если же вы приобрели кусковую серу, ее надо предварительно перетереть.
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>
Можно сделать сверление стальных нержавеющих изделий более эффективным, если использовать для выполнения такой операции смазывающе-охлаждающую смесь, состоящую из серы и жирных кислот, которые можно получить самостоятельно в домашних условиях. Для этого необходимо сделать следующее:
- измельчить кусок хозяйственного мыла (можно использовать самое дешевое);
- смешать измельченное мыло с горячей водой и тщательно размешать полученную смесь;
- в полученный раствор добавить техническую соляную кислоту;
- дождаться, пока на поверхность полученного раствора начнут подниматься жирные кислоты;
- после этого добавить большое количество холодной воды;
- с поверхности раствора снять затвердевший ствол жирных кислот, которые в дальнейшем и используются для приготовления смазывающе-охлаждающего раствора.
Полученные при приготовлении жидкости для сверления жирные кислоты смешиваются с серой в соотношении 6:1. Используя раствор, сделанный по такому рецепту, можно легко просверлить изделие из нержавейки, отличающееся даже значительной толщиной. Естественно, что при выполнении такой процедуры следует придерживаться определенных технологических рекомендаций.
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>
Похожие записи:
 Все варианты углубления колодца своими руками
Все варианты углубления колодца своими руками
 Регулировка реле давления насосной станции: настройка с нуля, распространенные ошибки
Регулировка реле давления насосной станции: настройка с нуля, распространенные ошибки
 Бассейн на участке
Бассейн на участке
 Сколько стоит и где применяется армирующая лента для гипсокартона
Сколько стоит и где применяется армирующая лента для гипсокартона
 Производитель отопительных радиаторов sti и их характеристики
Производитель отопительных радиаторов sti и их характеристики
 Сколько стоит провести воду в частный дом
Сколько стоит провести воду в частный дом