Оглавление
Как изготовить пенобетон самостоятельно?
Начиная строительство, будущий владелец дома старается всеми возможными способами сократить расходы на стройматериалы. Низкая стоимость обычно исключает высокое качество используемых материалов, поэтому возникает проблема – качественно или дешево. Пеноблоки стали такими популярными в строительном деле благодаря своей легкости в использовании и своим характеристикам, которые делают этот материал наиболее подходящим для строительства. Высокая стоимость готовых пеноблоков привела к распространению практики самостоятельного изготовления стройматериала. Изготовление пеноблоков в домашних условиях позволяет не только существенно сократить расходы, но и получить не менее качественный материал для сооружения теплого помещения.

Требования к обустройству цеха
Организация цеха требует достаточно большой площади для производства. Так, для производства 30 м³ пеноблока за смену необходимо около 300 м².
Помещение должно быть крытым и отапливаемым, иметь подключение к водоснабжению, водоотведению, сети 380 В, промышленную вентиляцию. Территорию следует разделить на зоны:
- склад сырья (порядка 60 м²);
- производственный цех (100-110 м²);
- сушильная камера (80-90 м²), если не используется автоклав;
- склад готовой продукции (порядка 100 м²).
- офисная и бытовая части (около 30-40 м²).
Кроме того, нужно позаботиться об удобных подъездных путях для габаритного транспорта.
Ингредиенты для приготовления в домашних условиях
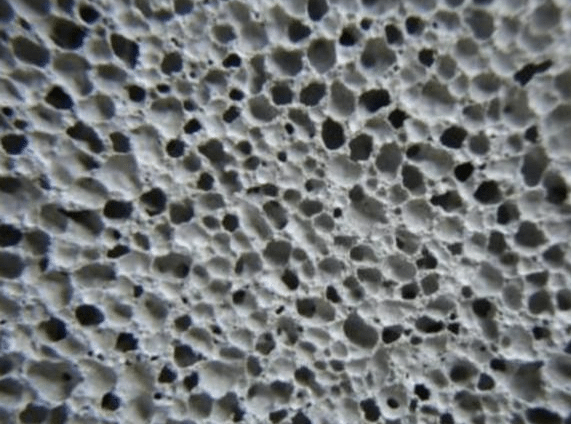
Строительный блок из вспененного бетона состоит из цементно-песчаной смеси, воды и пенного концентрата. Материал имеет пористый состав и форму параллелепипеда. А небольшой вес позволяет укладывать материал самостоятельно, не привлекая технику.
Изготовить такой строительный материал в домашних условиях несложно, для этого нужно желание, необходимые материалы и инструменты.
Из материалов следует приготовить:
- цемент подходящей марки (М400-М500);
- чистый мелкий песок, без присутствия посторонних частиц;
- образователь пены;
- вода из водопровода;
- отвердитель.
Рецепт смеси
Большую роль в создании хорошего пеноблока играет сам состав пенобетона. Качество материала для строительства стен.

В расчете на 1 куб. м пенобетона следует подготовить:
- 300 кг цемента;
- 120 кг песка;
- 850 г образователя пены;
- 155 л водопроводной воды;
- отвердитель (согласно инструкции производителя этого ингредиента).
Приготовление пенообразователя
Пенообразователь можно приобрести в торговой сети, но для экономии средств его можно и приготовить самому.
Для создания следует приготовить такие вещества:
- столярный клей – 60 г;
- едкий натрий (гидроокись натрия) – 150 г;
- канифоль – 1000 г.
Сухой клей заливается водой в соотношении 1/10. Через 24 часа клеевой раствор нагревают до 60° и тщательно перемешивают до однородной массы. Предварительно нагретая гидроокись натрия соединяется с канифолью, а потом и с клеем. Готовый пенообразователь можно отправлять в машину для формирования пенной смеси.
Себестоимость самостоятельного изготовления
Стоимость изготовленных дома пеноблоков намного ниже, чем цена готового продукта. Для приготовления 1 кубометра материала D600 вам понадобится:
- 200-250 кг песка и цемента;
- 1,5 л пенообразователя;
- вода.
К стоимости компонентов добавьте расходы на электричество, которое потребляет оборудование.
Основные расходы идут на цемент, остальные компоненты составляют четверть стоимости цемента. На масштабы финансовых вложений влияют также затраты на специальное оборудование, по желанию его можно соорудить самостоятельно. Сборка, установка — всю информацию вы сможете найти в свободном доступе. С другой стороны, если у вас мало опыта в производстве пенобетона – придется экспериментировать для получения материала, соответствующего требованиям и характеристикам. Возможно, свои качественные пеноблоки получатся не с первой попытки, придется снова тратить деньги на новую порцию компонентов.
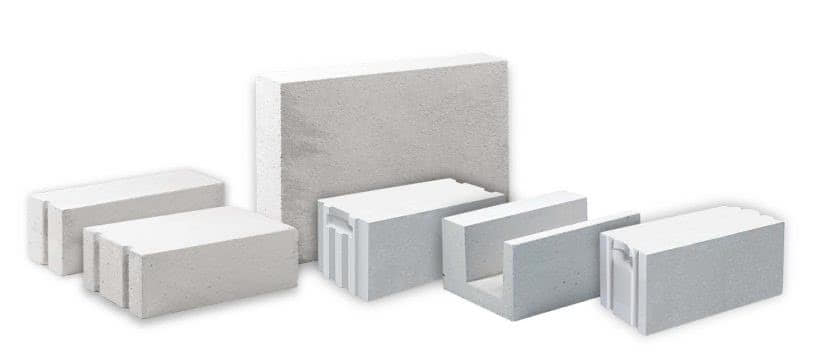
Пеноблоки: размеры, плюсы и минусы для строительства дома
В таблице ниже приведены размеры блоков.
| Размеры блоков, мм | Вес в зависимости от марки пенобетона, кг | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| D300 | D400 | D500 | D600 | D700 | D800 | D900 | D1000 | D1100 | D1200 | |
| Стеновые пеноблоки | ||||||||||
| 200x300x600 | 11,7 | 15,6 | 19.4 | 23.3 | 27.2 | 31.7 | 35.6 | 39.6 | 43.6 | 47.5 |
| Перегородочные блоки | ||||||||||
| 100x300x600 | 5,8 | 7,8 | 9,7 | 11,7 | 13,6 | 15,8 | 17,8 | 19,8 | 21,8 | 23,8 |
Таблица показывает, что каждая марка блока отличается по весу.
Изготавливают и крупноформатные изделия, но для работы с ними нужна грузоподъемная техника. Зато благодаря им удается ускорить любое строительство. Крупноформатные блоки из пенобетона имеют следующие размеры:
- 1000х600х600 мм;
- 1000х600х500 мм;
- 1000х600х400 мм;
- 1000х600х300 мм.
Делают также малоформатные блоки, используемые в основном для утепления, реже для строительства тонких стен в тех местах, где это необходимо. Такие блоки из пенобетона имеют следующие размеры:
- 600х300х100 мм;
- 600х300х150 мм.
Плюсы и минусы
Пеноблок обладает такими преимуществами:
- Недорого стоит (кирпич стоит больше);
- Имеет высокие теплоизоляционные параметры.
- Теплопроводность пенобетона – 0.08-0.20 Вт/мС. Эта характеристика позволяет уменьшить теплопотери здания на 30% по сравнению с кирпичным строением;
- Легко обрабатывается и монтируется;
- Мало весит, поэтому нагрузка на несущие конструкции меньше;
Позволяет делать разнообразные привлекательные архитектурные элементы: арки, колонны или порталы; - Является негорючим материалом;
- Долговечный. Срок службы построенного из пеноблоков строения — не менее 35 лет;
- Экологически чистый. Пеноблоки изготавливают из натуральных природных материалов, поэтому они не поддаются гниению, на них не появляется грибок или плесень;
- Имеет высокие звукопоглощающие характеристики, что оградит жилое помещение от любых внешних источников шума.
Недостатки материала:
- Небольшая прочность;
- Впитывает влагу;
- Большая усадка.
Пеноблоки: размеры, плюсы и минусы для строительства дома
В таблице ниже приведены размеры блоков.
| Размеры блоков, мм | Вес в зависимости от марки пенобетона, кг | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| D300 | D400 | D500 | D600 | D700 | D800 | D900 | D1000 | D1100 | D1200 | |
| Стеновые пеноблоки | ||||||||||
| 200x300x600 | 11,7 | 15,6 | 19.4 | 23.3 | 27.2 | 31.7 | 35.6 | 39.6 | 43.6 | 47.5 |
| Перегородочные блоки | ||||||||||
| 100x300x600 | 5,8 | 7,8 | 9,7 | 11,7 | 13,6 | 15,8 | 17,8 | 19,8 | 21,8 | 23,8 |
Таблица показывает, что каждая марка блока отличается по весу.
Изготавливают и крупноформатные изделия, но для работы с ними нужна грузоподъемная техника. Зато благодаря им удается ускорить любое строительство. Крупноформатные блоки из пенобетона имеют следующие размеры:
- 1000х600х600 мм;
- 1000х600х500 мм;
- 1000х600х400 мм;
- 1000х600х300 мм.
Делают также малоформатные блоки, используемые в основном для утепления, реже для строительства тонких стен в тех местах, где это необходимо. Такие блоки из пенобетона имеют следующие размеры:
- 600х300х100 мм;
- 600х300х150 мм.
Плюсы и минусы
Пеноблок обладает такими преимуществами:
- Недорого стоит (кирпич стоит больше);
- Имеет высокие теплоизоляционные параметры.
- Теплопроводность пенобетона – 0.08-0.20 Вт/мС. Эта характеристика позволяет уменьшить теплопотери здания на 30% по сравнению с кирпичным строением;
- Легко обрабатывается и монтируется;
- Мало весит, поэтому нагрузка на несущие конструкции меньше; Позволяет делать разнообразные привлекательные архитектурные элементы: арки, колонны или порталы;
- Является негорючим материалом;
- Долговечный. Срок службы построенного из пеноблоков строения – не менее 35 лет;
- Экологически чистый. Пеноблоки изготавливают из натуральных природных материалов, поэтому они не поддаются гниению, на них не появляется грибок или плесень;
- Имеет высокие звукопоглощающие характеристики, что оградит жилое помещение от любых внешних источников шума.
Недостатки материала:
- Небольшая прочность;
- Впитывает влагу;
- Большая усадка.
Этапы работы
Процесс состоит из трех главных этапов – приготовление раствора, разливка по формам, разрезание. Для изготовления качественных пеноблоков необходимо разобраться в особенностях технологии каждого из них.
Раствор пенообразователя
Прежде всего, подготавливается цементная смесь как для обыкновенного бетона. Преимущественно выбирают цемент марки М400 или М500. Проследите, чтобы песок был сухим, без посторонних примесей, ракушек или камешков. Что касается воды — подойдет обычная водопроводная.
В готовую бетонную смесь добавляют готовую пену. Как говорилось ранее, пенообразователь можно купить в магазине, или сделать самостоятельно по рецепту, описанному выше. Пену и бетонную смесь хорошо вымешивают, готовый раствор можно разливать по формам.
Разливание раствора по формам
Перед тем, как поместить раствор в подготовленные формы их необходимо смазать специальным средством, не содержащим масла. Есть две методики изготовления пеноблоков – литьевая, резательная. Первый способ предполагает заливание бетонного раствора в отдельные формы. После застывания достаточно извлечь готовый блок и оставить на поддоне еще не несколько часов. Недостатки данной технологии:
- возможная деформация металла;
- повреждение блоков в процессе извлечения.
Установка неровных блоков трудоемкая, такая конструкция будет значительно уступать по качеству. Достоинством такого способа является то, что в отличие от метода резки можно сэкономить не покупая оборудование для разрезания.
Технология резки
Процесс подразумевает разрезание цельной бетонной плиты на отдельные блоки. Преимущества данного метода:
- блоки геометрически правильные;
- ровные края;
- отсутствие сколов и неровностей.
Среди недостатков стоит указать:
- дорогостоящее оборудование;
- выбор момента для реки – при полном высыхании может смещаться струна для резки, недостаточно застывший бетон разрушается в процессе разрезания.
Необходимое оборудование
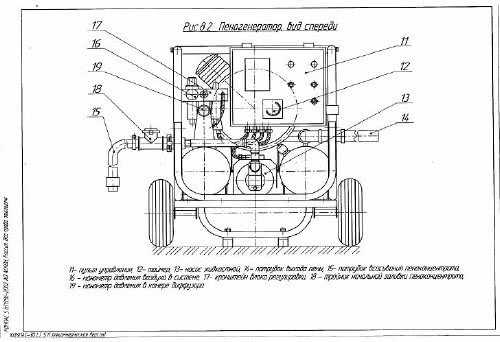 Схема пеногенератора.
Схема пеногенератора.
- Бароустановка. Комплекс без парогенератора для производства пенобетонной смеси. В смесителе установлен активатор, за счет чего происходит смешивание компонентов с добавлением пены. Очень подходящий вариант для малого бизнеса, обслуживается 1/3 рабочими, надежный и производительный (до 1,3м3/час). Масса аппарата 300 кг, мощность 3 кВт, объем емкости 260 л.
- Вибросито. Для мини-бизнеса подходящий вариант, отсеивающий цемент и песок. Комплект состоит из электродвигателя, рамы, лотка и сетки. Производительность до 4,4 м3/час.
Компрессор.
- Компрессор для бароустановки. Поршневой одноступенчатый масляный прибор с прямым приводом, производительностью на входе – 250 л/мин, на выходе – 160 л/мин, мощностью 1,5 кВт.
- Пенообразователь. Компонент для получения смеси пенобетона. Расход пенообразователя составит от 0,25 л/м3 до 1,2 л/м3 смеси, в зависимости от степени пористости готовых блоков.
- Металлические формы для отливки. В зависимости от объемов производства потребуется разное количество форм. Чтобы произвести одновременно 30 блоков размером 60×30×20 см, потребуется одна разборная форма кассетного типа. Крайне нежелательно использовать самодельное устройство, это отразится на качестве блоков не в лучшую сторону.
- Пеногенератор. Производит техническую пену для производства.
- Комплекс для резки. Потребуется в случае применения при производстве не литьевой, а резательной технологии.
Простое оборудование для изготовления пеноблоков своими руками

Если иметь подходящее оборудование для изготовления пеноблоков, и по выгодным ценам приобрести исходные материалы, есть шанс добиться высокого уровня рентабельности. Причем финансовые вложения в такое производство не требуют огромных денег.
Нужно внимательно ознакомиться с процессом производства пенобетонных блоков и грамотно подойти к подбору оборудования, и вы сможете наладить выпуск этого популярного строительного материала.
Что нужно для производства
Производить пенобетонные блоки возможно, но для того необходим комплект оборудования и различных приспособлений:
- Опалубка для заливки пенобетона и формирования блоков заданных размеров;
- Пеногенератор с соответствующими техническими параметрами;
- Компрессор;
- Бетономешалка с достаточной вместимостью.
Наличие такого комплекта приносит отличные результаты производителям – обычная смена – это 3 кубических метра пенобетонных блоков. Так что неделя активной и продуктивной работы, и будет готовое количество пенобетонных блоков для постройки несущей стены.
Одним из важных агрегатов, входящих в оборудование для изготовления пеноблоков, является пеногенератор, формирующий пенный раствор, поступающий затем в опалубку или в формы. Этот агрегат выгоднее и проще сделать самостоятельно, если иметь необходимые комплектующие.
Компрессор желательно иметь трехфазный, так как он развивает большую мощность, но если такового нет, подойдет стандартное электрическое напряжение.
Классический пеногенератор состоит:
- Из корпуса с тонкой металлической сетки,
- Емкости нужного объема,
- Комплекта шлангов,
- Компрессора.
Работа пеногенератора
Собранное самостоятельно оборудование для изготовления пеноблоков в виде пеногенератора существует для того, чтобы смешивать пенообразователь с водой и воздухом, а потом отправлять полученную массу через ячейки металлической сетки корпуса в предварительно подготовленные формы.
В процессе настройки качества пены нужно постоянно проверять ее консистенцию, потому что от этого будут зависеть свойства пенобетонного блока. Если пена слишком растекается, нужно внести необходимые коррективы в компоненты или в работу пеногенератора, чтобы этого процесса не происходило, иначе будет сложно добиться получения геометрически правильного пеноблока.
И даже если пенобетонный блок получится из неплотной пены, это изделие будет разрушаться при незначительных механических нагрузках.
В состав раствора, используемого для получения пенобетона, обязательно входит цемент высокого качества. Существуют разные пропорции для производства пенобетонных блоков, и они зависят именно от марки применяемого цемента и плотности бетона. Если бетон имеет плотность 300-500 на квадратный метр, допускается смесь без песка.
Если плотность достигает 600 килограмм на метр, потребуется использование природного песка. Будет лучше для конечного изделия, если песок предварительно отсеивать.
Особенности производства пенобетонных блоков
Все компоненты нужно поместить в смеситель и начать процесс смешивания, добавляя исходные материалы по очереди. Начинается смешивание с цемента, воды и песка, а затем к производственному процессу подключается пена.
От скорости перемешивания исходных материалов будет зависеть итоговый продукт. Если используется вертикальный смеситель, процесс смешивания длится 20 мин., а если вы используете бочку с лопастями, эта процедура сокращается в 10 раз.
Выбирать между опалубкой и формами придется производителю – как ему будет удобнее, и для каких целей он будет использовать пенобетонные блоки. Вариант с опалубкой требует использования разрезания не застывшей до конца массы на отдельные фрагменты равной величины.
Надо иметь отметки на опалубке или пользоваться другими мерителями, чтобы отрезать пенобетонные блоки ровно без существенных погрешностей.
При использовании металлических или фанерных форм, пенобетон заливается в них и нужно подождать некоторое время, пока застынет смесь и сформируется пенобетонный блок.
Для ускорения процесса застывания нужно использовать различные добавки и помещения с подходящим температурным режимом.
Будет намного удобнее извлекать застывшие пеноблоки, если предусмотреть разборную конструкцию форм. Тогда вы сможете извлекать изделие без повреждений его поверхности.
Технологические особенности изготовления пеноблоков
Производство пенобетона основано на том, что цементный раствор заставляют вспениваться, и при этом, твердея, он приобретает пористую структуру. Одновременно с размешиванием цементно-песчано-водного раствора готовят и состав пенообразователя. Затем в течение нескольких минут всё смешивается воедино и заливается в приготовленные формы.
Важно, что технология изготовления пеноблоков должна соблюдаться до точности, иначе может получиться брак в изделиях. Дальнейшее выдерживание материала в естественных условиях цеха или в автоклаве приводит к образованию его пористой структуры
Время смешивания компонентов обычно составляет около 5 минут, а вот время первичного отвердевание составляет до двух суток. Окончательную прочность блоки набирают уже вне форм, при хранении на складе готовой продукции.
Полезные советы
В дополнение хочу поделиться с вами несколькими полезными советами по работе с пеноблоком.
При строительстве стен нельзя класть свежие блоки, чтобы не допустить трещин на изделиях. Пеноблоку требуется много времени, чтобы набрать требуемую прочность, однако некоторые изготовители слишком рано пускают изделия в продажу, а многие покупатели этого не знают.
Перед тем, как начинать кладку, следует очистить материал от пыли и грязи, а также уровнем проверить фундамент на горизонтальность и вертикальность.
Штукатурить стены из пенобетона можно через 3–4 месяца после завершения кладки, так как блоки дают определенную усадку.
Пеноблок выгоднее класть на клей: во–первых, его расход буде меньше, чем цементно–песчаного раствора, а во–вторых, кладка стены будет выглядеть качественнее, а швы — аккуратнее. Если швы будут толстыми, теплоизоляция постройки уменьшится.
Если пеноблок не имеет ровных граней, его лучше класть на раствор, если же изделие ровное со всех сторон — рациональнее делать кладку на клей.
После того, как выложен фундамент, покройте его сверху гидроизоляционным слоем, чтобы защитить пеноблок от влаги, а затем сверху покройте цементно–песчаным раствором.
Если вы планируете класть пеноблок на клей, помните: первый слой на фундамент все равно ложится только на раствор.
 Watch this video on YouTube
Watch this video on YouTube
 Watch this video on YouTube
Watch this video on YouTube
В соответствии с действующим законодательством, Администрация отказывается от каких-либо заверений и гарантий, предоставление которых может иным образом подразумеваться, и отказывается от ответственности в отношении Сайта, Содержимого и его использования. Подробнее: https://seberemont.ru/info/otkaz.html
Статья была полезна? Расскажите друзьям
Особенности бизнеса
Существует два принципиально разных подхода к производству пеноблоков. В первом случае речь идет о т.н. кустарной мастерской, рассчитанной на обеспечение стройматериалами самого изготовителя и, в крайнем случае, небольшого количества его знакомых. Этот вариант мы рассматривать не будем, поскольку используемая технология не позволяет выпускать продукцию качества, приемлемого для массового потребления. А значит, предприятие в перспективе окажется нежизнеспособным. С другой стороны, никто не мешает изготовить самостоятельно нужное количество блоков для строительства гаража, беседки или дачного домика – оборудования и средств потребуется минимум.
Если же в планах создание предприятия, нацеленного на получение прибыли, стоит подготовиться к серьезным вложениям. Но в первую очередь, необходимо проработать технологию производства пеноблоков. Несмотря на кажущуюся простоту, технологический цикл имеет массу тонкостей, которыми не спешат делиться действующие производители. Поэтому придется нанять специалиста, который поможет в выборе оборудования, закупках сырья, подберет оптимальную рецептуру и будет держать на контроле производственный процесс.
Следующий подводный камень – логистика. Себестоимость блоков напрямую связана с дальностью доставки сырья и готовой продукции. А значит, чем ближе находятся склады поставщика компонентов и объекты, куда будут отгружаться готовые пеноблоки, тем лучшие условия предприниматель может предложить заказчикам.
Спрос также подвержен колебаниям. С одной стороны, на него влияет интенсивность строительства в регионе. С другой – сезонность. В зимний период активность застройщиков снижается. Однако, начав подготовку к открытию производства осенью, уже весной можно рассчитывать на первых клиентов. Особенно, если предприниматель заранее позаботится о налаживании контактов с оптовыми покупателями.
Экономическая рентабельность: краткий анализ прибыли и рисков
Начнем с рисков. Их, разумеется, не избежать, вопрос только в том, какова вероятность того, что они дадут о себе знать.
Вот некоторые из них:
- Сырье при неправильной транспортировке и нарушении условий хранения может быть испорчено вплоть до непригодности.
- Первая партия товара может быть бракованной в силу неправильной наладки оборудования, например.
- Само оборудование тоже может оказаться некачественным и быстро прийти в негодность. Также не исключена преждевременная поломка каких-либо его частей.
- Самым неприятным происшествием может стать заключение договора с недобросовестным поставщиком машин или сырья. Этого стоит избегать особенно, надо предварительно получить максимум информации, и убедиться в надежности продавца.
- В первые месяцы работы реализовать продукцию будет сложно, что понесет за собой непредвиденные расходы. К этому стоит быть готовыми.

Такого не должно быть
В целом, все возможные риски, должны быть прописаны в бизнес плане, и начинающая организация должна прикладывать все усилия, чтобы их обойти стороной.
Доходность выпуска зависит от ряда факторов:
- Количество вложений;
- Качество оборудования;
- Хозяйственные расходы и реклама;
- Покупательская способность в регионе и актуальность продажи в нем данной продукции;
- Отсутствие простоев, бесперебойность;
- Количество брака;
- Расходы на сертификацию и многое другое.
Именно поэтому, рассчитать точно прибыль не получится, для этого нужен подробный бизнес план со всеми расчетами. Сказать можно лишь одно: при следовании установленной программе и отсутствии чрезвычайных происшествий, рентабельность производства будет налицо.
Составление финансового плана на пеноблочный бизнес
Бизнес-план производства пеноблоков должен учитывать все основные виды затрат на производство и доходы. Если что-то упущено или взято с неверными цифрами, то в процессе работы придётся корректировать планирование, что-то изменять в самой его организации, а это нежелательно.
Приведём бизнес-планирование предприятия, закупившего недорогое оборудование для изготовления пенобетона за 300 тыс. рублей.
Расходная часть:
- закупка оборудования – 300 000 руб.;
- расходы на сырьё в месяц – 10 000 руб.;
- заработная плата двум работникам – 28 000 руб.;
- арендная плата за помещение – 17 000 руб.;
Вместе с рекламными расходами без учёта стоимости оборудования получим 60 000 рублей в месяц.
Если ничего не пропускать, то один кубометр изготовленных блоков принесёт бизнесмену чистый доход в 2400 рублей. Если в день производить до 6 кубометров изделий, то дневная выручка составит 14 400 рублей
Важно учитывать то, что изготовленная продукция должна быть полностью реализована, а не оставаться на складе на неопределённое время
Даже если на начальном этапе бизнеса не вся продукция будет раскупаться, можно месячную выручку взять равной 230 000 рублей. За вычетом налогов и прочих расходов на производство чистая прибыль составит 150 000 рублей.
Срок окупаемости затрат при таком, даже не очень оптимистичном прогнозе, составит максимум два — три месяца. Экономическая эффективность или рентабельность производства получается довольно высокой – 20%.
При такой рентабельности вложения в бизнес можно с уверенностью считать оправданными. Хотя, нет бизнеса без риска. Основными факторами риска в этой производственной специфике являются недостаток заказчиков и недостаток средств на организацию первого этапа работы. Но это всё будет преодолено, была бы у предпринимателя настойчивость и энергия в осуществлении своих планов.
Выбор оборудования для работы
Специалисты отмечают, что рентабельность изготовления модулей из ячеистого бетона превышает 300%. Мастер не должен нести больших капиталовложений, готовый материал можно использовать для собственных нужд или на продажу.
Домашняя линия по производству пеноблоков потребует установки указанных агрегатов:
- компрессор – технические характеристики оборудования должны позволять ему функционировать от стандартной электросети 220 В;
- пеногенератор – можно приобрести у компаний, специализирующихся на производстве пеноблоков или изготовить самостоятельно;
- формы – изделие может быть металлическим (листовой металл 3-4 мм) или фанерным (влагостойкий материал, заключенный в металлический каркас). Лучше использовать разборные конструкции, с откидными бортами и съемными продольными и поперечными перегородками. Размер формы для литья должен быть небольшой – это удобно для транспортировки;
- насос – выбор устройства опирается на требуемую производительность;
- бетоносмеситель – оптимальный объем 80-100 л.
Многоуровневые формы негативно влияют на качество смеси, — она будет плохо отвердевать
При таком оснащении команда из двух рабочих может изготовить 2-3 м³ бетона за смену. Основная сложность состоит в производстве пены. Пенообразователи дают намного меньше пены, чем качественный пеногенератор, при этом раствор должен практически взбиваться на очень высоких оборотах.
Как сделать пеногенератор для пенобетона своими руками?
Перед тем, как самому мастерить пеногенератор для пенобетона, необходимо понять принцип его действия:
- раствор пеноконцентрата подается под углом 90° в камеру смешивания;
- состав соединяется с потоком воздуха;
- смесь, находясь под давлением, проходит сквозь обоюдоуссеченное сопло;
- на входе состав сжимается, на выходе – расширяется. Выходящая под давлением смесь транслируется в пенопатрон, где разбивается в пену.
Мастер может сам получить высококачественную пену, затратив на изготовление устройства минимум денег. В конструкции реализован принцип парных вентилей. Запорные вентили служат для перекрытия системы, регулировочные – задают плотность пены. Подобрав оптимальные параметры лишь единожды, впоследствии можно пользоваться только запорными вентилями.
Чтобы собрать пеногенератор с соплом Лаваля следует последовательно соединить все детали:
- запорный вентиль подачи раствора + соединительная муфта;
- регулировочный вентиль подачи смеси и настройки плотности пены + муфта;
- запорный вентиль подачи воздуха + муфта;
- регулировочный вентиль подачи воздуха (позволяет настроить давление) + муфта;
- камера смешивания пеноконцентрата и воздуха;
- сопло Лаваля, d 10 мм. Вместо сопла можно использовать шайбу-жиклер, но КПД агрегата снизится на 40%;
- пенопатрон;
- насадка с резьбовым соединением и сетчатой шайбой.
Для эксплуатации устройства необходим компрессор, производительность которого составляет 0.50 м³, давлением — около 6 Атм. Пеноконцентрат, разведенный в отдельной таре (100-200 л), можно подавать посредством простого бытового насоса, типа «Ручеек».
Корпус пенопатрона по всей длине наполняется свернутыми сетками, для чего можно использовать сетки для чистки посуды, выполненные из нержавеющей стали
Для большого объема работ потребуется насос, оснащенный ресивером. Если устройство обеспечивает давление около 2 атм, агрегат будет выдавать 300-500 л/мин, 6 атм – от 600 л/мин и более.
Виды маркировки
В строительстве в зависимости от целей используют пеноблоки разной плотности. Данная характеристика обозначается латинской буквой D с числовым индексом, указывающим на вес кубометра материала в килограммах. Различают:
- D100 — D Используются для возведения внутренних перегородок жилых и общественных зданий.
- D400 — D Подходят для утепления и звукоизоляции стен, полов и междуэтажных перекрытий.
- D600 — D Применяются как для теплоизоляции конструкций, так и для строительства наружных стен.
- D1000 — D Предназначаются для монтажа несущих стен, колонн, перемычек и прочих конструкционных элементов.
 Согласно требованиям отраслевых стандартов, после испытаний в лаборатории блоки могут получать дополнительную маркировку, указывающую на их характеристики:
Согласно требованиям отраслевых стандартов, после испытаний в лаборатории блоки могут получать дополнительную маркировку, указывающую на их характеристики:
- Символом B с цифрами обозначается прочность изделия на сжатие. Значения индекса от 0,5 до 60 указывают нагрузку в кгс/см², которую выдерживает блок.
- Символ F с цифрами от 15 до 75 указывает на морозостойкость. Индекс после него обозначает допустимое количество циклов заморозки и размораживания.
Покупатели обращают внимание на технологию сушки готовых изделий. Опыт показывает, что она отчасти влияет на прочность материала
Существуют блоки:
- Автоклавные. После схватывания раствора выдерживаются несколько часов в герметичной камере при температуре 170–210°С и давлении 0,8–1,2 мПа;
- Неавтоклавные. Высушиваются и дозревают 28 дней в естественных условиях, при комнатной температуре и влажности.
Также пеноблоки отличаются по размерам, что позволяет строителям подбирать их в соответствии с поставленной задачей:
Размеры бетонных пеноблоков
| Размеры | Количество на кубометр |
| 100 × 300 × 600 мм | 55 шт. |
| 120 × 300 × 600 мм | 46 шт. |
| 150 × 300 × 600 мм | 37 шт. |
| 200 × 300 × 600 мм | 27 шт. |
| 250 × 300 × 600 мм | 22 шт. |
| 400 × 300 × 600 мм | 20 шт. |
Наконец, пеноблоки можно классифицировать по их назначению при выполнении строительных работ. Ассортимент выглядит так:
- Стандартные. Имеют толщину 200–300 мм, что позволяет использовать их для решения любых задач.
- Для перегородок. Отличаются толщиной 100–150 мм, а потому хорошо подходят для обустройства внутренних стен.
- U-образные. Имеют вид лотка, в который укладывают армирующий пояс, перевязки или инженерные коммуникации.
- Армированные. Представляют собой усиленные стальным каркасом блоки и балки, подходящие в качестве перемычек.
- Нестандартные. Отличаются выступами, вырезами, внутренними пустотами или сложной формой. Производятся в основном на заказ.
Самостоятельный способ изготовления
Изготовление пеноблоков начинается из расчета объема емкости, в которую потом будет выливаться готовый раствор. Исходя из полученных параметров, рассчитывают количество требуемых компонентов – на каждые 0,5 кубометра требуется 100 л воды и по 200 кг цемента и просеянного песка.
Сначала в бетономешалке смешивают песок, цемент, с помощью специального генератора и химического пенообразователя изготавливают устойчивую пену с расчетом по 500 л пены на 1 кубометр. К цементу и песку добавляют чистую воду, а затем смешивают с готовой пеной. Большинство пеногенераторов снабжены специальным насосом, что позволяет закачивать пену непосредственно в барабан бетономешалки.
Когда все компоненты будут помещены в бетоносмеситель, их необходимо тщательно смешать. Плотность материала регулируется добавлением в него дополнительного количества пены. Готовый раствор выливают в подготовленную форму, дают высохнуть. Сухие блоки извлекают из форм, оставляют на сутки для полного высыхания. Процесс производства необходимо проводит при температуре не ниже 5 градусов.
Пенообразователь можно купить в специализированных магазинах, или сделать в домашних условиях. Для этого вам понадобится 150 г едкого натра, 1 кг канифоли, 60 г столярного клея. Компоненты соединяют, немного нагревают и помешивают до состояния однородной массы. Перед процессом изготовления пены готовый раствор смешивают с водой.
Формы для будущих блоков можно сделать из фанерных или металлических листов. Изготовление требует внимательности и строгого соблюдения пропорций – они должны быть геометрически правильными. Во избежание вытекания готового растворы, их обтягивают полиэтиленом. После извлечения блоков можно сразу же наливать следующую порцию раствора.
Самостоятельное изготовление пеноблоков
Процесс самостоятельного изготовления пенобетона не намного сложней замешивания обычного бетона с единственным отличием — вам понадобится пеногенератор. В остальном же производство не вызывает каких-либо сложностей.
А экономия при его использовании настолько существенна, что при возведении одно и двухэтажных коттеджей или домов, является наиболее выгодным.
Материалы и инструменты, которые вам понадобятся

Прежде чем приступать к самостоятельному производству блоков, необходимо закупить компоненты, используемые при замешивании, и приготовить оборудование, необходимое для изготовления пеноблоков в домашних условиях.
Для смеси вам понадобятся:
- цемент марки не меньше М400;
- песок мелких и средних фракций;
- вода;
- пенообразовательное вещество.
Кроме компонентов необходимо приготовить:
- формы для пеноблоков;
- пеногенератор;
- нагнетательный компрессор.
Стоит заметить, что как формы, так и пеногенератор при определённых навыках вполне возможно изготовить самостоятельно.

Лучшим материалом для форм является влагозащищённая фанера толщиной 3-8 мм. Из неё собираются ящики нужных размеров, которые можно использовать в течение долгого времени. Их количество зависит от тех объёмов смеси, которые вы рассчитываете вырабатывать за один день.
Для того чтобы собрать пеногенератор своими руками, вам потребуются:
- компрессор, который используется автомобилистами для подкачки колёс,
- специальное приспособление, состоящее из смесительной камеры и пенообразующей трубки.
В этом приспособлении смешиваются вода и пенообразовательное вещество, а полученная пена под давлением подаётся непосредственно в цементную смесь. Для правильного изготовления генератора необходима инструкция, которую без труда можно найти на просторах всемирной сети.
Цена такого устройства при наличии компрессора будет значительно меньше, чем не только покупка, но и аренда дорогостоящего пеногенерирующего оборудования.
Изготовление пенобетонных блоков
Процесс изготовления пеноблоков необходимо начать с подготовки места, где будет налажено производство и хранение брикетов. Желательно чтобы это было крытое помещение достаточного размера с возможностью проветривания, поскольку повышенная влажность не лучшим образом отразится на качестве блоков.
Бетономешалка и пеногенератор устанавливаются рядом, но таким образом, чтобы они не мешали вам загружать компоненты и выгружать замешанный раствор в формы.
После того, как рабочее место подготовлено, компоненты закуплены, а формы установлены, в бетономешалку засыпается цемент и песок, где и происходит их смешивание. В это же время в пеногенераторе происходит образование пены, которая под давлением закачивается в бетономешалку.
Готовую смесь заливают в формы и трамбуют путём штыкования или лёгкого постукивания по боковинам форм. Это необходимо для равномерного распределения раствора, для исключения образования пустот, значительно снижающих прочностные характеристики блоков.
По прошествии суток смесь схватится настолько, что формы можно будет разобрать, и залить новой порцией пенобетона, а готовым блокам нужно дать выстояться ещё не менее суток, прежде чем использовать их в строительстве или складывать для хранения в штабеля.
 Watch this video on YouTube
Watch this video on YouTube
Похожие записи:
 Пуццолановый портландцемент: особенности и где применяют
Пуццолановый портландцемент: особенности и где применяют
 Укладка ламината по диагонали
Укладка ламината по диагонали
 Профнастил под кирпич
Профнастил под кирпич
 Системы водоснабжения и канализации: устройство, нормативные требования, применяемые материалы
Системы водоснабжения и канализации: устройство, нормативные требования, применяемые материалы
 Что лучше выбрать для строительства дома: брус или газобетон
Что лучше выбрать для строительства дома: брус или газобетон
 Люк для погреба: схема, параметры и алгоритм действий
Люк для погреба: схема, параметры и алгоритм действий