Оглавление
Приточная вентиляция: особенности подачи воздушных потоков
При обустройстве вентсистемы в сварочном цеху, подача воздуха может осуществляться как вертикально, так и горизонтально. Рассмотрим каждую из них подробнее.
Читать также: Какой накопительный водонагреватель выбрать для частного дома
При горизонтальном воздухообмене, систему вентиляции монтируют так, чтобы она охватывала всю площадь производственного помещения. Абсолютно не допускается образование застоя воздушных масс, при этом скорость воздушного обмена должна превышать хотя бы 0,1 м/сек. Это оптимальное решение для небольших сварочных помещений, или для цехов, где расстояние между вытяжкой и притоком не превышает 100 метров.
При вертикальном воздухообмене, система вентиляции организовывается посредством установки мощных вентиляторов в подвальных помещениях с тем, чтобы они обеспечивали мощный приток воздуха по вентиляционным шахтам. Выходные отверстия монтируются в полу и прикрываются спецрешетками, диаметр ячеек которых не превышает 5 сантиметров. Скорость движения воздуха при выходе от вентиляторов должна находится в пределах 4,5 м/сек и около 0,1 м/сек на входе в помещение. Вытяжные вентиляторы в этой схеме, устанавливаются, как правило, на крыше. Подобная система очень эффективно работает в производственных помещениях сварочных цехов с большой площадью, благодаря возможности очень быстро и эффективно снижать концентрацию вредных веществ до требуемых ГОСТами и СНиПами параметров.
Перейти в каталог вентиляционного оборудования
Расчеты для организации вентиляции рабочей зоны
Если следовать нормативам ГОСТ 12.3.003-86, сварочный цех нуждается в обустройстве локальной вентиляции со скоростью удаления грязного воздуха не меньше 1,5 м/с.
Чтобы рассчитать количество удаляемого местными отсосами отработанного воздуха, используют следующую формулу:
L=K(корень кубический)*а, где
K равен 12 (стандарт для однощелевых отсосов), либо
К равен 16 (стандарт для нескольких щелевых отсосов)
а — сила тока, которую поставляет аппарат для сварки.
Помимо этого, при расчете системы сварочной вентиляции, учитывают следующие общепринятые показатели требуемого объема воздуха:
- при ручной сварке — 4500 м 3 в час;
- при автоматической сварке — 2000 м 3 в час;
- при сварке, с использованием порошковой проволоки — 5400 м 3 в час;
Следует отдельно отметить, что всеми расчетами и установкой оборудования для сварочного цеха должны заниматься исключительно профессионалы. Несоблюдение требуемых норм и пренебрежение техникой безопасности может привести к опасным ситуациям, вплоть до летального исхода. Не экономьте на специалистах, ведь качественная вентиляция — залог успешной работы вашего предприятия.
Получить бесплатную консультацию инженера по вентиляции сварочного цеха
Такое определение, как «местная вентиляция» автоматически указывает на область её применения — это отдельно взятые небольшие рабочие участки на производстве и даже в нашем повседневном быте. Такие вытяжные устройства монтируются над рабочими столами, где возможно выделение каких-либо газов, над кузнечными горнами и различными печами, а в быту вы встречаете такое оборудование над варочными (газовыми или электрическими) плитами. Но подобные агрегаты могут отличаться друг от друга по направленности воздушного потока, и мы поговорим об этом, а также продемонстрируем видео в этой статье.
Устройство и виды вентиляции в цехах для сварки
В сварочном цеху обустраивается два вида воздухообмена:

В сварочном цеху устанавливаются два вида воздухообмена: общеобменный или локальный
В цехе не должно образовываться «мёртвых» участков, особенно это касается углов, где застаивается отработанный воздух с большой концентрацией вредных элементов. Схема с горизонтальной подачей воздуха отлично подходит для сварочных помещений небольшой площади.
Приточные каналы с вентиляторами устанавливаются на высоте до 4 метров. Вытяжные каналы оснащаются вентиляторами аналогичной мощности и обустраиваются на противоположной стене. Высота расположения каналов должна быть одинаковой.
Расстояние между стеной с притоком и стеной с вытяжкой не должно превышать 100 метров. Если расстояние больше, отработанный воздух будет скапливаться в центральной зоне помещения. Мощность вытяжного вентилятора не должна быть меньше мощности прибора на входе, в противном случае загрязнённый воздух будет застаиваться.
Вертикальная система предусматривает использование подвального помещения. Там монтируются приточные каналы. Под полом цеха монтируются вентиляторы. Отверстия в полу закрываются специальными металлическими решётками.
Диаметр ячеек не должен превышать 50 мм. Скорость потоков при выходе из вентиляторов – 4,5 м/с, скорость при проходе через решётку – 0,1–0,2 м/с. Вытяжные вентиляторы монтируются на крыше с выведением каналов в потолке.

Вытяжной вентилятор необходимо монтировать на крыше с выведением каналов в потолке
Преимущества применения местной вентиляции, состоящей из отсосов:
- удаление опасных веществ непосредственно в зоне их выделения;
- предотвращение распространения опасных элементов по всему помещению;
- близкое расположение позволяет производить удаление с использованием меньших объёмов воздуха и расходования меньших мощностей.
В помещениях, где невозможно оборудовать стационарные сварочные посты, и сварщики постоянно перемещаются во время проведения работ, местная вентиляция в виде отсосов будет неэффективна. В таких случаях используется общеобменная система высокой мощности с кратностью воздухообмена более 10.
S — площадь проема установки вытяжного типа.Особенности вентиляции цехов различной направленности
Вентиляция механического цеха
Вредности: тепловые выделения от электрических двигателей, персонала, пары аэрозолей и охлаждающих жидкостей, масла, эмульсии, пыль — наждачная и механическая.
Отопление: воздушное, совмещенное с системой вентиляции
Местные отсосы: над шлифовальными/обдирочными станками, станками без охлаждения, баками для эмульсий, ваннами для мытья деталей.
Общеобменная: приток воздуха сверху; расчет воздуха по избыткам влаги и тепла — не менее 30 м3 на 1 чел.
Вентиляция деревообрабатывающего цеха
Вредности: тепло от прессов, пары растворителей, клея, отходы деревообработки — пыль, стружки, опилки
Отопление: воздушное, совмещенное с системой вентиляции
Местные отсосы: напольные и подпольные для отходов древесных, отсосы от станков; очищение воздуха происходит в рукавных фильтрах, циклонах
Общеобменная: рассредоточенный приток воздуха в верхнюю зону, через воздуховоды перфорированного типа (в основном)
Вентиляция деревообрабатывающего цеха
Вентиляция гальванического цеха
Вредности: испарения щелочей, кислот, электролитов, избыток тепла и влаги, пыль, водород цианистый
Отопление: воздушное, совмещенное с системой вентиляции
Местные отсосы: бортовые для ванн, независимые вытяжные системы над ваннами с цианистыми и кислыми растворами, взрывобезопасные вентиляторы, обязательное оснащение отсосов для ванн с кислотами различным типов резервными вентиляторами. Обязательная фильтрация вытягиваемых воздушных масс
Общеобменная: воздуховоды из антикоррозийных материалов или обязательное антикоррозийное покрытие всех воздуховодов; подача 5% от притока во все смежные помещения; 3-кратный воздухообмен в отделениях для приготовления растворов и цианистых солей. Обязательная фильтрация вытягиваемых воздушных масс.
Вентиляция гальванического цеха
Вентиляция сварочного цеха
Вредности: фтористые соединения, окиси азота, углерода, озона
Отопление: воздушное, совмещенное с системой вентиляции
Местные отсосы: желательны (по возможности)
Общеобменная: вытяжка: 2/3 из нижней зоны, 1/3 — из верхней. Расчет воздуха на разбавление вредных выбросов от сварки до предельного допустимого уровня.
Расчет производится исходя из веса сварочных электродов, которые расходуются за 1 час: для ручной сварки — 1500-4500 м3*ч на 1 кг. электродов, 1700-2000 м3*ч для полуавтоматической на углекислом газу, 2500-5400 м3*ч — для сварки с использованием порошковой проволоки.
Вентиляция сварочного цеха
Вентиляция цеха покраски
Вредности: испарения растворителей/разбавителей, частицы краски
Отопление: центральное, либо воздушное, которое совмещено с вентиляцией
Местные отсосы: у агрегатов обезжиривания, окрасочных камер, установок струйного облива, камер сушки, столов, стендов, ванн окунания.
Общеобменная: приток для компенсации местной вытяжки + 1 крат, общеобменная вытяжная вентиляция не меньше 1 крат из верхней зоны.Вентиляция покрасочного цеха
Более подробно в статье «Вентиляция окрасочного цеха»
Вентиляция в литейных цехах
Главная задача вентиляции литейного цеха — справиться с огромным количеством тепла, которое выбрасывается в производственные помещения.
Вредности: лучистое тепло, огромное количество тепловыделений, аммиак, сернистый газ, окись углерода
Отопление: совместно с системой вентиляции
Местные отсосы: практически для всех видов оборудования горячего цеха
Общеобменная вытяжная с механическим побуждением в верхней зоне цеха +аэрация + душирование рабочих мест + общеобменная приточная вентиляция.
Вентиляция литейного цеха
Создание и проектирование вентиляции в производственных цехах любого назначения доверяется исключительно профессионалам, которые обеспечат соблюдение всех необходимых нормативов и выполнят расчеты, с учетом особенностей вашего производства.
Вы можете бесплатно получить эскизный проект и стоимость вентиляции Вашей котельной
Получить!
Оборудование передвижного поста и требования к нему
Передвижной сварочный профессиональный пост необходим для качественного выполнения сварки, изготовления крупногабаритных металлических изделий. Зачастую подобный сварочный пост располагается на открытой площадке, вследствие чего рабочее место передвижного типа оборудуется специализированным навесом. Навес, в свою очередь, служит для защиты от осадков, а также светового излучения. Складные щиты – основные материалы для производства навеса.
Для удобного размещения электродов, необходимых инструментов, специального оборудования и других полезных для соединительных работ приспособлений пост оборудуется специальными тумбами. На протяжении соединительных работ наблюдается выделение сварочного аэрозоля, несущего вред для здоровья рабочего. Поскольку пост располагается на открытом воздухе, сварочный аэрозоль во время контакта электрода с соединяемым металлом достаточно быстро и эффективно рассеивается. В связи с быстрым рассеиванием вредоносных веществ, выделяемых в процессе производства швов и соединений, вентиляция не устанавливается.
Требования выдвигаются и к освещению рабочего места. Система освещения расположена зачастую над столешницей стола, либо около нее. Освещение должно минимизировать нагрузку светового потока на органы зрения сварщика. Требования обязывают оснащать все типы постов в обязательном порядке заземляются. Зазор стенок составляет около полуметра для качественного вентилирования.
Виды и правила обустройства
Существует два способа обустройства системы вентилирования в сварочном цеху: общеобменный и локальный. Они используются вместе, в дополнение друг к другу.
Местная схема способна устранять до 75% всех выделяемых во время работ вредных веществ. Для устранения оставшихся 25% вредных веществ используется общеобменная система.
- Нельзя допускать образования в цеху мертвых участков (из которых воздух никак не удаляется), особенно в углах. В них застаиваться воздух, имеющий в своем составе большое количество вредных веществ.
- Приточные каналы с вентиляторами следует монтировать на высоте до уровня 4 метров. Вытяжные каналы следует монтировать на противоположной стене, при этом высота обоих каналов должна быть одинаковой.
- Расстояние от стены с притоком до стены с вытяжкой не может быть более 100 метров — это запрещено. При большем расстоянии будет происходить аккумуляция отработанного воздуха в центральной зоне помещения.
- При необходимости к местной системе вытяжки можно поставить мобильный отсос, который позволит в случае необходимости двигать вытяжной зонт вместе со сварочным оборудованием.
- Вентиляционная цеховая система должна обустраиваться начиная с установки общеобменной приточно-вытяжной системы. Когда ее монтаж завершен, переходят к обустройству местной системы вентилирования.
Теперь рассмотрим подробнее особенности обустройства этих схем.
Местная схема
Основное предназначение местной схемы — очистка воздуха локально, то есть прямо на рабочем участке. Именно на месте проведения сварочных работ и скапливается больше всего вредных веществ. А вот уже в 3-4 метрах от рабочего места воздух может быть абсолютно чистым, и соответствовать санитарным нормам.

Существует два способа установки местной вентиляции: через местные отсосы либо через вытяжные приборы подъемно-поворотного вида.
В первом случае отсосы монтируются на высоте полутора метров от сварочного поста. Иногда их монтируют непосредственно в сварочные столы, что тоже неплохой вариант. В конечном счете местные отсосы соединяют с общеобменной вентиляцией цеха, используя специальные герметичные шланги.
Второй вариант представляет собой воздухоприемник, который крепится за счет шарниров и шланга (его диаметр может достигать 200 мм) в любом положении. Шланг соединяет воздухоприемник и централизованную систему вытяжки воздуха.
Обычно за счет такой конструкции удается выносить из помещения до 85% различных вредных компонентов. Ее преимущество — возможность монтажа рядом со сварочным оборудованием. В целом же подъемно-поворотная вытяжка позволяет эффективно очищать воздух на расстоянии до 8 метров от сварочного поста.
Общеобменная схема
Общеобменная схема состоит из системы воздуховодов, к которым подключены вытяжные вентиляторы.
Механизм работы метода таков: воздушный поток, проходя через решетку, рассекается, после чего поднимается вертикально вверх и распределяется по всему цеху. Скорость прохождения воздушных масс в цеху составляет 0,1 м/с, чего в большинстве случаев достаточно.
Воздухообмен обеспечивается за счет монтажа под полом вентиляторов. Устранение отработанного воздуха обеспечивается за счет монтажа на крыше вентиляторов с производительностью больше, чем у приточных.
Достаточно 20 минут непрерывной работы такой системы для выведения большинства вредных веществ.
Несколько правил обустройства общеобменной схемы:
- в случае, когда на 1 м³ цеха расходуется меньше 0,2 г/час электродов, монтаж общеобменной системы вентилирования можно не производить;
- скорость подачи свежих воздушных масс не должна превышать 0,9 м/с;
- если дополнительно не смонтирована местная схема, то механическое вентилирование должно обеспечивать выведение 2/3 воздуха снизу и 1/3 сверху.
Если сварочные работы производятся внутри какой-то емкости, то скорость потока воздушных масс должна превышать 0,7 метров/секунду, при температуре не менее 20 градусов внутри.
Необходимость вентиляции на сварочном посту
При выполнении работ с использованием дуговой или плазменной сварки происходит испарение металла или выгорание части защитного покрытия электродов. Попадающие в атмосферу соединения вредны для здоровья персонала. Проблему усугубляет аппаратура с подачей защитных газов, дополнительно ухудшающих качество воздуха в помещении
В связи с этим важно обеспечить:
- удаление посторонних примесей из зоны выполнения сварки при помощи локальных отсосов;
- поддержание микроклимата на рабочем месте;
- отвод газов и мелкодисперсных частиц из цеха через вентиляционную систему;
- подачу свежего воздуха, обеспечивающего снижение концентрации вредных примесей.
Видео: больше полезной информации о вытяжке в гараже
Вы хотите получить более полное представление об обустройстве вентиляции в гаражном помещении? Тогда вам точно пригодится данный материал на видео. Здесь собрано много полезной информации, есть хорошие советы от опытных автолюбителей, которые делали вытяжки в гаражах.
Особого внимания, безусловно, заслуживает вентиляция в подвале или погребе гаража. Там тоже обязательно должна быть установлена эффективная вентиляционная система. Постарайтесь запомнить все ценные рекомендации, важные сведения из следующего ролика на видео.
Конечно, материал хорошо воспринимается и запоминается, когда все представлено в формате видео. Изучайте также наши фото, схемы. И вам непременно удастся сделать качественную вытяжку для гаража.
Вытяжка и вентиляция в гараже защитит от многих проблем, которые возникают при отсутствии такого элемента. Внутри помещения постепенно накапливаются токсины, отравляющие организм. Если сначала концентрация паров от сжигания топлива незначительна, то со временем эти вещества вызывают головные боли, вялость и другие признаки интоксикации.
Другая причина обязательного обустройства вентиляции – излишняя влажность. Она приводит к разрушению металлических частей автомобиля, вызывает коррозию. Также от этого страдает сама постройка – стены и опоры теряют прочность, на поверхности образуется плесень.
Вентилирование рыбного производства
Производственный процесс характеризуется присутствием резкого специфического запаха, который скапливается внизу помещений. Устройство вентсистемы обеспечивает:
- приемлемые условия труда для персонала, удаляя воздухопоток, наполненный специфическим запахом;
- качество рыбных изделий. Приготовление рыбных продуктов сопровождается кулинарной, термической обработкой. При этом частицы жира, гари, сопутствующих запахов попадают в рабочую воздушную среду. Для их удаления используется местная вытяжка;
- необходимый срок хранения. Удаление избытков водяного пара, запаха, а вместе с ними различных микроорганизмов позволяет придерживаться нормативов по срокам хранения продукции.
Инструкция по сборке — все цифры и производительность
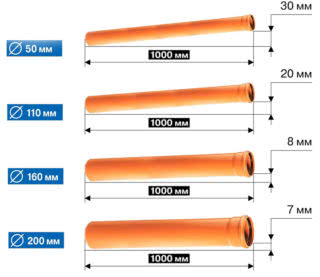
Как это все собирается на практике? Для мощностей до 300 м3/ч (малые скорости большинства вытяжек) вполне хватает трубы d-125мм. На самом аппарате выходное отверстие может быть и большим.
Например, для 650 м3/ч понадобится труба d-150мм. Однако такие пластиковые трубы вы навряд ли найдете, а если использовать следующий стандартный размер d-160мм, то это получится громадная и неуклюжая конструкция, портящая весь интерьер и дизайн кухни.
Более того, придется долбить в стене заводское отверстие вентканала, расширяя его.
Поэтому в большинстве случаев и выбирают оптимальный диаметр в 125мм. А большего вам и не надо.
Принудительно-пропускная способность стандартных каналов и шахт размерами 100*150мм — 400 м3/ч.
Воздушный поток более 450 м3/ч туда уже просто не влезет (было проверено на практике), даже если у вас на вытяжке и написано — 1200 м3/ч!
Помните еще о том, что через чур занижать диаметр воздуховода по сравнению с выходным патрубком на вытяжке нельзя. Иначе вибрация и шумы будут такой силы, что конструкцию каждый месяц придется склеивать заново.
Соединение разных диаметров делается при помощи специальных переходников.
Приступим к сборке. В начале устанавливаете переходник на вытяжку и делаете к нему подключение вертикального участка.
Чтобы улучшить его звукоизоляцию, есть смысл заморочиться и наклеить сверху тепло-звукоизолирующий материал толщиной 5мм.
Им же не помешает изнутри обклеить декоративный кожух и самую шумную часть — переходник. Именно там наблюдается наибольшая турбулентность.
Далее по необходимости ставите колена под 90 градусов и другие прямые участки воздуховода, чтобы в конечном итоге выйти по направлению к отверстию в стене.
Все это склеивается силиконом, никаких суперклеев. Щелей нигде не должно быть.
Доходим до тройника. В него со стороны комнаты устанавливается клапан.
Имейте в виду, что это клапан гравитационного действия! Он открывается не за счет потока воздуха, а за счет своего веса.
У него одна половинка тяжелее другой и при этом он установлен под небольшим углом в 2 градуса.
Обязательно ли нужно вентилирование для сварочного поста, и почему?
При проведении сварочных работ выделяется большое количество вредных для здоровья веществ и избыточного тепла. Например, выделяются оксиды хрома и марганца, различные фтористые соединения, опасная для легких двуокись кремния.
Пострадать от таких веществ может и сам сварщик, и окружающие (газы распространяются от места проведения работ по помещению, не ограничиваясь одним участком). Длительное воздействие таких веществ опасно для сердца и легких, а кратковременное воздействие может уменьшать производительность работников, вызывая головные боли и тошноту.
Читать также: Плотность нержавеющей стали 12х18н10т
Если подытожить, вентиляция выполняет следующие задачи:
- Отвод вредных веществ (газов, паров).
- Отвод избыточного тепла (воздух вокруг места работы нагревается).
- Постоянный приток свежего воздуха и отвод застоявшегося (затхлого, спертого).
Причем система обязательно должна регулироваться, поскольку в разное время года, при разной погоде и при разных видах и объемах работ воздухообмен нужно изменять.

Вентиляционная система в сварочном цеху
Система должна работать автономно, но с возможностью изменения ее параметров вручную. Это нужно для того, чтобы корректировать характеристики микроклимата в разные поры года. Нельзя осуществлять вентилирование с повторным или циклическим применением воздушных масс – это опасно для здоровья работников.
Расчеты
Расчет производительности должен проводиться относительно количества используемых за один рабочий час электродов. Схема расчета такова:
- ручной метод сварочных работ – на 1 килограмм электродов нужно обеспечить итоговую производительность до параметра 4500 м³/час;
- полуавтоматический метод сварочных работ – на 1 килограмм электродов нужно обеспечить итоговую производительность до параметра 2 м³/час.
Еще один нюанс: при полуавтоматической работе сварщик может применять больше 5 килограмм электродов. Схема расчета в этом случае такая: производительность системы необходимо увеличивать кратно применяемому количеству электродов.
Вентиляция сварочного поста в Санкт-Петербурге (СПб)

Вентиляция сварочного поста одно из ключевых направлений деятельности .
Мы более десяти лет профессионально занимаемся монтажом вентиляции сварочного поста в Санкт-Петербурга (СПб) и области.
Работа в помещении для сварки сопряжена с риском столкновения с повышенной концентрацией опасных веществ. Такую нежелательную ситуацию в помещении для сварки призвана предотвратить вентиляция сварочных постов.
Задачи общеобменной вентиляции сварочного цеха
Общеобменная вентиляция для помещения, где осуществляется процесс сварки, должна очищать воздух от примесей, успевших распространиться далее. Общеобменная вентиляция при сварке должна удалять «отработанный» воздух и замещать его чистым приточным.
При этом вытяжка вентиляции сварочного цеха должна быть оборудована фильтрами, очищающими воздух до его выхода в атмосферу за пределы помещения для сварки. А приточная система до поступления воздуха в сварочные помещения должна обеспечивать нужные параметры температуры и влажности. Для этого установки приточной вентиляции сварочного цеха наделяются функциями очистки, нагрева или охлаждения воздуха.
Задачи локальной вентиляции сварочного рабочего места
К задаче локальной вытяжной системы вентиляции относится удаление максимального количества вредных примесей – азота, фтора, оксида углерода, озона – из вздуха, окружающего сварочный рабочий участок. Удаление опасных веществ с помощью вытяжной вентиляции должно производиться максимально быстро, до их выхода за пределы рабочего места для сварки и попадания их в общеобменную систему вентиляции сварочного цеха.
Расчет для сварочного цеха вытяжной системы должен быть выполнен так, чтобы при сварке вредные вещества не выходили за пределы рабочего места в объемах, превышающих максимально допустимые для здоровья сотрудников.
Система приточной вентиляции сварочного рабочего места должна обеспечивать приток свежего воздуха, понижающего концентрацию вредных веществ на сварочном рабочем участке.
Расчет вентиляции сварочного цеха
Расчет системы для сварочного цеха, устанавливаемых для помещений сварки, осуществляется на основе данных о количестве используемых электродов за один час.
Расчет вытяжной системы сварочного цеха исходит из того, что при сварке ручным методом на 1 кг электродов должно приходиться 1,5-4,5 м3/ч. Для полуавтоматической сварки 1 кг электродов требует 1,7-2 м3/ч. При этом один рабочий сварки за 1 час использует около 5 кг электродов.
При проектировании вытяжек вентиляции расчет исходит из того, что 70% мощности вентсистемы сварки придется на нижний ярус цеха, а оставшиеся 30% — на верхний ярус сварочного помещения.
Вентиляция сварочных постов с рекуперацией тепла
Для такого энергоемкого производства как сварочный цех вопрос расходов на электроэнергию стоит крайне остро. Вентиляционные приточные системы, используемые при сварке, для нагрева или очищения воздуха также потребляют немалое количество энергии. При этом приходящий в помещение для сварки воздух может из-за вытяжки покидать здание, не успевая передать тепло внутрь помещения. Такая приточно-вытяжная система при сварке расходует много электроэнергии, показывая сомнительную эффективность.
Для энергоемкой сварки используются системы с рекуперацией тепла. При ней вытяжной воздуховод, удаляющий воздух из помещения для сварки, имеет зону теплообмена с приточным воздуховодом, несущим воздух внутрь помещения и на участки.
Таким образом, система вентиляции при сварке позволяет нагревать приходящий воздух не только за счет работы вентиляторов, но и за счет уходящего воздуха. Системы с рекуперацией тепла при сварке помогают экономить до 30% электроэнергии, используемой для работы вентиляторов притока.
Система вентиляции сварочного поста от профессионалов .
Для заказа вентиляции сварочного участка позвоните нам по телефону или закажите обратный звонок у нас на сайте. Наши специалисты проведут расчет вентиляции сварочного цеха, создадут проект и проведут монтаж системы воздухообмена при сварке под ключ: от первичного расчета вытяжной системы до пуско-наладочных мероприятий и составления актов о выполненных работах в помещении для сварки.
Мы имеем более, чем пятилетний опыт проектирования и установки систем воздухообмена сварочных постов и других производственных участков.
Похожие записи:
 Пуццолановый портландцемент: особенности и где применяют
Пуццолановый портландцемент: особенности и где применяют
 Укладка ламината по диагонали
Укладка ламината по диагонали
 Профнастил под кирпич
Профнастил под кирпич
 Системы водоснабжения и канализации: устройство, нормативные требования, применяемые материалы
Системы водоснабжения и канализации: устройство, нормативные требования, применяемые материалы
 Что лучше выбрать для строительства дома: брус или газобетон
Что лучше выбрать для строительства дома: брус или газобетон
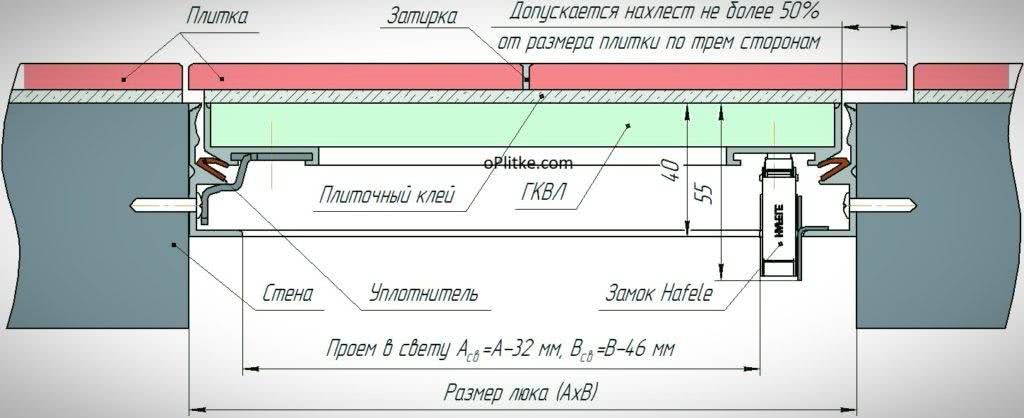 Люк для погреба: схема, параметры и алгоритм действий
Люк для погреба: схема, параметры и алгоритм действий