Оглавление
Подготовка к выполнению операции вручную

Считается, что история первых винтовых соединений началась задолго до рождения Христа. Первопроходцем является древний философ, математик и механик Архит Тарентский, живший в 3 веке до нашей эры. Его последователем стал знаменитый на весь мир Архимед, воспользовавшись данным учением и применивший науку на практике для перемещения жидкостей и сыпучих веществ. Однако теоретические учения не вошли в учебники или были забыты (точно неизвестно), и технологический пик пришелся на 19 столетие нашей эры. Английский ученый или изобретатель Генри Модсли впервые представил научному сообществу аппарат в виде токарно-винторезного станка, с помощью которого и производилась точечная нарезка. По итогу дата создания оборудования приравнивается к промышленной революции, так как до этого времени ничего подобного не было придумано и именно с этого момента происходит прорыв во всех отраслях народного хозяйства во всем мире. К этому процессу приложили «руки» ученые, занимающиеся проблемами металлургии, машиностроения, материаловедения, станкостроения и других немаловажных для жизни прикладных наук.
А теперь рассмотрим подготовительные работы по нарезке трубной резьбы вручную.
Сначала давайте разберемся, что под этим подразумевается и каковы ее параметры. Это прорезанные канавки с равномерным шагом между витками и с одинаковым геометрическим профилем на материале конической или цилиндрической формы. Используются для соединения различных деталей, узлов повсеместно от строительства дома и проведения водоснабжения до машино- и судостроения.
Мы предоставляем вам схематическое изображение, чтобы освежить в памяти знания.
а – обозначает внешнюю резьбу. Чаще гражданам приходится самостоятельно нарезать такой вид для соединения сантехнических устройств.
б – внутренняя обработка.
На картинке в обоих вариантах диаметр обозначается английскими буквами d, d1 и, соответственно, D, D1.
Вы ошибаетесь, считая, что резьбовую операцию невозможно произвести в домашних условиях без применения специальной техники. Все можно изготовить самостоятельно без чрезмерных финансовых вложений с помощью подручных инструментов.
Для этого перед началом работы стоит обратить внимание на следующие моменты:
- Загрязненность заготовки. Если на поверхности существуют инородные включения, земля, ржавчина, окалина, маслянистые отложения, следы от нефтепродуктов и т.д., то абсолютно понятно, что эти проблемы необходимо устранить очищением. В противном случае посторонние включения вполне вероятно ухудшат качество сделанных витков.
- От производителей мы зачастую получаем деталь с фаской на конце, то есть с подворотом. Этот дефект необходимо устранить при помощи болгарки, а лучше всего напильником. Так вы получите высококачественный образец.
- Если вы хотите получить изделие должного уровня, то придется нанести смазочный материал.
Мы рекомендуем вам прислушаться к нашим советам, в противном случае рабочая часть способна сильно износится, а само мероприятие затянется на неопределенное время и вполне вероятно, что невыполнение условий способно привести к деформации детали и в конечном счете к ее поломке.
Требования закона к заказчику и исполнителю
Поскольку неисправный газопровод является источником опасности для жизни людей, законодатели определили заказчика – инициатора обрезки или переноса газовой трубы и исполнителя. К последнему закон предъявляет особые требования
Поэтому на них стоит обратить отдельное внимание
Кто должен подавать заявление?
До 2005 года в РФ за состояние газовых труб и подключенного к ним оборудования несли ответственность муниципальные службы газа. Позже закон переложил ее на собственников жилья: за внутридомовыми сетями в многоквартирных домах стали следить управляющие компании, а за внутриквартирными – собственники или арендаторы.
В частных домовладениях это также стало обязанностью владельцев. Поэтому, перед тем как укоротить газовую трубу на кухне, необходимо определить собственника.

На рисунке визуализировано разграничение ответственности между УК и жильцами. При этом платежи за обслуживание внутридомового оборудования внесены в ежемесячные квитанции. А вот за манипуляции с внутриквартирными сетями, в том числе и за обрезку труб, жильцы платят отдельно
Подтверждение этого правила можно найти в Постановлении №410 от 14.05.2013, отредактированном правительством РФ 6 октября 2021 года.
Согласно общим положениям этого постановления, заказчиком при обрезке трубы в квартире или частном домовладении может стать собственник квадратных метров или арендатор. При этом аренда должна быть обязательно оформлена официально.
Кто имеет право выполнять работу?
Так же четко в правительственном документе определен исполнитель. Это специализированная организация, выполняющая обслуживание и ремонт газового оборудования по договору с владельцами или управляющей компанией. Кроме того, взять на себя обрезку труб может и компания-поставщик.
Закон предъявляет следующие требования к исполнителю:
- присутствие в штате прошедших аттестацию сотрудников с профильным образованием;
- наличие производственных инструкций по проведению газоопасных работ;
- обязательное использование контрольно-измерительного оборудования.
Все средства и приспособления, использующиеся мастерами газовой службы, должны проходить регулярную калибровку по утвержденному в организации графику.
Как видно из приведенного выше перечня, требования к исполнителю достаточно высоки. Поэтому выполнять укорачивание газовых труб самостоятельно или при помощи посторонних лиц, не имеющих лицензии, не стоит.
Технология и приемы нарезания резьбы вручную
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его. Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.
Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
| Материал | Диаметр метрической резьбы, мм | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Сталь и латунь | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Чугун и бронза | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис. 10, а)
10, а).
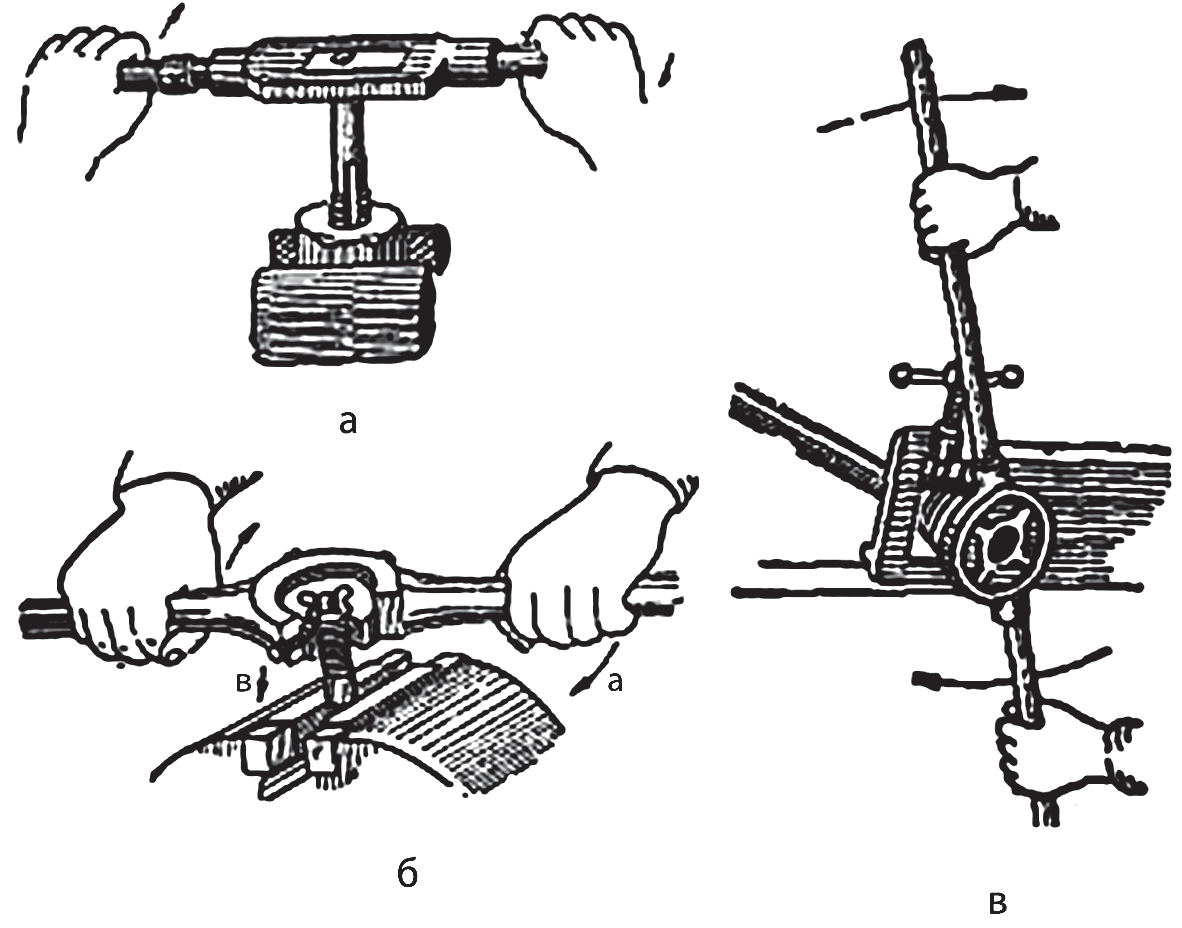
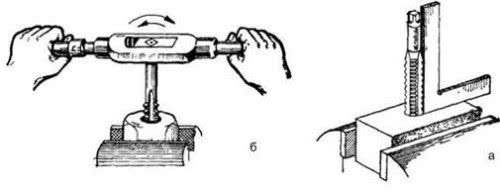
Рис. 10. Движения при нарезании резьбы: а — метчиком, б — плашкой, в — клуппом
После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.
На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки. При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза). При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза)
При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода. После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы. Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.
Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Нарезаемый конец трубы смазывают маслом (олифой), а затем на длине не более 2–3 ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2–3 прохода. Для диаметров до 1» ограничиваются двумя проходами; при диаметре свыше 1 » хорошую резьбу можно получить только за 3–4 прохода. Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружки и вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
Резьбу диаметром до 1½» нарезает один слесарь; при больших диаметрах резьбы работают вдвоем. При спаренной работе полный оборот клуппа также нужно делать в четыре приема.
Просмотров: 9 187
Делаем резьбу своими руками
Подготовка
Перед тем, как нарезать резьбу на трубе своими руками, необходимо провести ряд подготовительных работ:
- отрезать кусок трубы нужного размера. Если производится замена какого-либо участка трубопровода, то требуется аккуратно вырезать трубу, пришедшую в непригодность;
- участок трубы, где будет нарезаться резьба, очищается от краски, ржавчины и так далее. Все посторонние отложения мешают проведению работы;
- с конца трубы снимается фаска для облегчения работы плашки.

Начальный этап нанесения резьбы
Нарезаем наружную резьбу клуппом
Нарезка резьбы на трубе клуппом проходит следующим образом:
- подбирается клупп соответствующего диаметра. Для корректного подбора оборудования применяется штангенциркуль;
- внутренняя поверхность клуппа и подготовленный участок трубы обрабатываются машинным маслом;
- клупп вставляется в металлическую трубу, облегчающую работу по его вращению. Держатель входит в набор для нарезки резьбы на трубах;
- если происходит первоначальная сборка трубопровода, то труба фиксируется в тисках. Если нужно нарезать резьбу на водопроводной трубе при реконструкции водопровода или иной инженерной системы, произвести нарезку можно непосредственно на установленной трубе;
- клупп устанавливается на подготовленную трубу и начинается его вращение, то есть процесс нарезки резьбы.
Читать также: Как правильно собрать болгарку
Изготовление резьбы при помощи клуппа
После окончания резки масло необходимо полностью удалить.
Наглядно посмотреть на процесс нарезки резьбы клуппом можно на видео.
Нарезка резьбы плашкой
Плашка для нарезания резьбы на трубах может быть:
- круглой формы. Для нанесения резьбы на трубы различного диаметра используются отличные по размерам плашки;
- раздвижной. Использование такой плашки помогает в нарезании резьбы на трубах различных диаметров. Для раздвижной плашки применяется специальный держатель.
Плашки для нарезания резьбы на трубах используются более часто, так как имеют меньшую стоимость.
Перед тем, как нарезать резьбу на трубе плашкой (леркой), нужно подготовить трубу описанным выше способом. Затем можно проводить саму процедуру по следующей схеме:
- при помощи штангенциркуля подобрать нужную по диаметру плашку;
- смазать внутреннюю часть лерки и поверхность трубы любым доступным материалом;
- закрепить плашку в специальном держателе. Лерки для нарезания резьбы на трубах должны быть прочно закреплены в держателе. В противном случае резьба получится неровной, что приведет к образованию течи в месте соединения;
- плашкодержатель вращается в нужном направлении. После нескольких витков необходимо, как и предыдущем случае, избавиться от скопившейся стружки. Для этого инструмент немного поворачивается в обратном направлении;
- после нанесения резьбы труба и используемый инструмент очищаются от смазки.
Нанесение резьбы при помощи лерок
Нарезаем внутреннюю резьбу
Чтобы сделать внутреннюю резьбу, требуется:
- подготовить отверстие. Оно должно быть чистым и не содержать никаких покрытий и посторонних отложений. Отверстие смазывается;
- подобрать метчик по диаметру;
- установить метчик в отверстие, при этом следует соблюдать вертикальность нарезного оборудования. Начать вращение метчика по часовой стрелке.
Процедура нарезки резьбы внутри трубы
Резьбу на металлической трубе можно сделать своими руками. Для этого потребуется покупка специального инструмента и небольшое количество времени. Проведение работы доступно не только для профессионалов, но и для простых пользователей.
Резьба – один из основных типов скрепления металлических труб, который можно воспроизвести самостоятельно. Так, далее рассмотрим, какой инструмент для нарезки резьбы на трубах стоит приобрести, и как им пользоваться. Но перед этим стоит определиться с базовыми понятиями, без которых выполнение работ будет невозможным.
Режущий инструмент плашка
Плашка – режущий токарный инструмент, изготовленный в форме гайки. Просверленные в ней отверстия делают для отвода стружки. Инструмент состоит из режущих элементов, расположенных на каждой его стороне и образующих заборный конус. Плашкой на токарном станке формируется резьба на болтах, шпильках, винтах и других металлоизделиях.
Наиболее используемые виды плашек:
- метрические;
- левые;
- трубные.
Облегчить задачу можно, сделав на торце небольшую фаску так, чтобы ее высота совпала с высотой профиля резьбы. Размер плашки должен совпадать с диаметром детали.
Затем плашку нужного размера фиксируют в плашкодержателе, закрепленный в задней бабке токарного станка. Скорость нарезки резьбы зависит от материала для заготовки: изделия из латуни обрабатываются около 15 м/мин., чугунные – 3 м/мин., стальные болванки — 4 м/мин.
При такой скорости обработки плашка меньше изнашивается. В процессе нарезки каждый оборот плашки нужно сменять ее поворотом назад на треть окружности, чтобы очистить отверстия от стружки.
Видео: Как нарезать резьбу на токарном станке
Подборка вопросов
- Михаил, Липецк — Какие диски для резки металла использовать?
- Иван, Москва — Какой ГОСТ металлопроката листовой стали?
- Максим, Тверь — Какие стеллажи для хранения металлопроката лучше?
- Владимир, Новосибирск — Что значит ультразвуковая обработка металлов без применения абразивных веществ?
- Валерий, Москва — Как выковать нож из подшипника своими руками?
- Станислав, Воронеж — Какое оборудование используют для производства воздуховодов из оцинкованной стали?
Как нарезать резьбу
Перед тем, как нарезать резьбу, следует определится с ее размером, шагом и используемым стандартом. Если требуется сделать рез на детали, которая должна подойти к уже готовому элементу, то рекомендуется для начала понять ее размеры. Для этого следует поискать соответствующую маркировку рядом с готовой резьбой.
Если ее нет, то для измерения можно использовать штангенциркуль или специальный набор с шаблонами для насечек разных стандартов. Также можно использовать для этого сантехническую арматуру с пометками, если нет других вариантов. С ее помощью можно понять диаметр трубы.
Чтобы определить шаг насечки, можно пометить маркером 10 витков, замерить длину всего участка и поделить ее на 10. Полученное число и будет шагом. Инструмент для нарезки резьбы также следует подбирать исходя из диаметра трубы и шага насечки на детали, с которой требуется соединение.
Перед работой с плашками или клуппом следует зачистить поверхность трубы, на которой будет делаться насечка, с помощью напильника, наждачной бумаги или болгарки с шлифовальным кругом. Торцевую часть детали также нужно обточить и сделать на ней входную фаску для начала работы.
Пример входной фаскиИсточник upload.ecvv.com
Перед нарезкой рекомендуется нанести на поверхность детали смазку, чтобы уменьшить сопротивление и трение при работе, а также закрепить ее в тисках для лучшей устойчивости. Следует аккуратно затягивать держатель и контролировать давление на стенки трубы, чтобы ее не погнуть.
Первый проход резьбы делается с помощью черновой плашки для наметки углубления, а после этого применяется устройство для чистовой или промежуточной обработки, так как для крепких металлов может понадобиться до 5 проходов по резьбе.
При работе с плашками или клуппом следует держать рабочую поверхность инструмента перпендикулярно к торцу трубы. Во время нарезки нужно немного надавливать на устройство и небольшими поворотами (20-30°) делать насечку. Рекомендуется постоянно проверять угол наклона инструмента, чтобы резьба была ровной. Это нужно делать первые 2-3 витка, а дальше режущая кромка плотно фиксируется сама и следить за углом не требуется.
Видео описание
В этом видео показано, как нарезается внутренняя резьба с помощью станка и метчика:
Нарезка электрическим клуппом схожа с обычным процессом, но для работы этого инструмента требуется больше пространства и дополнительная фиксация. Его преимущество в том, что снижается трудоемкость процесса для слесаря. При любом виде нарезки рекомендуется добавлять смазку в процессе работы на те места, где находится режущая кромка.
Также нарезку резьбы можно сделать с помощью токарного станка. Такой вид работ чаще всего используют для больших объемов производства. С помощью такого устройства можно делать как внешнюю, так и внутреннюю резьбу, но для работы с ними нужен обученный специалист. Без соответствующих знаний работа со станком может послужить причиной травмы
Пример сантехнической арматуры с резьбойИсточник static-eu.insales.ru
Коротко о главном
Резьба – это удобный и надежный способ крепления деталей и монтажа разных конструкций.
Существуют различные виды резьбы, но для труб чаще всего используется цилиндрический или конический стандарт.
Самый простой и доступный инструмент для насечки внешней резьбы – это плашка, а для внутренней – метчик.
С помощью клуппа можно сэкономить время и силы при нарезке резьбы в труднодоступных местах, например, возле стен, а электрическое устройство способно делать насечку самостоятельно.
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп

Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп. 4.46/5 (89.23%) проало 13
Нарезается наружная резьба с помощью круглых или раздвижных плашек, а также винтовальных досок. Нарезка резьбы может производится как на станках, так и вручную.
Нарезание резьбы круглыми плашками (лерками).
Круглые плашки (лерки) представляют собой диск с нарезанным отверстием. Для отвода стружки и образования перьев с режущими кромками (рис. 1) в плашке делается несколько стружечных отверстий. Плашки (лерки) вставляются в леркодержатель и зажимаются винтами (рис. 2).
Рис. 1. Плашка круглая разрезная (лерка).
Рис. 2. Леркодержатель:
1 — рамка; 2 — ручка; 3 — зажимной винт.
Диаметр нарезаемого стержня берется несколько меньше наружного диаметра резьбы и запиливается конусообразно для захода лерки. Выбор стержней для нарезания метрической или дюймовой резьбы приводится в табл. 1:
Таблица 1. Диаметр стержней для болтов под резьбу.
| Метрическая резьба | Дюймовая резьба | ||
| Наружный диаметр в мм | Диаметр стержня в мм | Наружный диаметр в дюймах | Диаметр стержня в мм |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Раздвижные плашки (рис. 3, а) состоят из двух призматических половинок с нарезанным отверстием. В средней части отверстия плашки делают канавку, которая образует режущие кромки.
Рис. 3. Плашки раздвижные и сухарь:
а — плашка; б — сухарь.
Клупп для нарезки резьбы.
Для крепления плашек применяется клупп с прямоугольной или косой рамкой (рис. 4). Призматические выступы клуппа входят в пазы плашек, а с боку плашки прижимаются болтами.
Рис. 4. Клупп (косой)
1 — рамка; 2 — ручка; 3 — зажимной винт.
Чтобы избежать непосредственного нажима болта на плашки, между плашками и болтом устанавливается так называемый сухарь (см. рис. 3, б), имеющий форму плашки.
Технология нарезания резьбы плашкой.
Нарезание призматическими плашками несколько отличается от нарезания лерками. При нарезании плашками стержни не запиливаются на конус, а раздвигаются плашки.
Затем зажимаются на стержне, конец которого должен совпадать с верхней плоскостью плашек. Поворачивая клупп вправо и немного влево, производят нарезание резьбы.
Положение леркодержателя и клуппа устанавливается строго перпендикулярно к нарезаемому стержню, в противном случае резьба будет косой и односторонней.
Охлаждение и смазка при нарезании резьбы.
При нарезании резьбы метчиками и плашками необходимо применять смазку. В качестве смазки можно употреблять обычную эмульсию, растворяя одну часть эмульсии на сто шестьдесят частей воды. Кроме того, можно применять: для чугуна — сало и керосин; для стали и латуни — вареное и сурепное масло и лярд; для красной меди — лярд и скипидар; для алюминия — керосин.
Употреблять при нарезании резьбы машинные и минеральные масла не рекомендуется, так как они, увеличивая сопротивление нарезанию, не дают чистых отверстий и приводят к быстрому износу метчиков и плашек.
Винтовальные доски.
Для того, чтобы нарезать резьбу на винтах с диаметрами до 6 мм используют винтовальные доски. На винтовальных досках присутствует несколько нарезанных отверстий разных диаметров с канавками под стружку, по два на каждое отверстие.
Нарезание резьбы плашками выполняется так же, как и нарезание метчиками. Стержень прочно зажимается в тиски, смазывается маслом, а затем на стержень надевается клупп с плашками, зажимается винтом и вращается на полный оборот в одну сторону и на пол-оборота в другую. Если стержень толще требуемого, его необходимо опилить напильником.
Резьба у болтов измеряется кольцевыми резьбовыми калибрами или резьбомером.
Нарезка резьбы на трубах и фитингах.
Трубы и фитинги (соединительные части для труб) нарезаются специальным инструментом с применением приспособлений.
Клупп для нарезки резьбы на трубах.
На трубах резьба нарезается особым клуппом (рис. 5). Клупп для нарезания труб по устройству отличается от обычных клуппов. В прорези его обоймы входят четыре стальных гребенки.
Повертыванием верхней ручки их можно сближать или раздвигать. Поэтому одним клуппом можно нарезать трубы различных диаметров. Кроме того, клупп имеет направляющие, которые регулируются нижней ручкой.
Направляющие обеспечивают правильное положение клуппа на трубе при нарезке.
Рис. 5. Клупп для нарезки труб.
Трубы при нарезке закрепляются специальным трубным прижимом. Прижим состоит из станины, в который помещаются сухари с вырезами для труб различных диаметров.
Как нарезать резьбу
Внутренняя
Предположим, в нашем распоряжении имеется просверленная металлическая заготовка под металлическую муфту ДУ 32 мм (1 1/4 дюйма). Нам нужно перевоплотить ее в готовую муфту.
Как выполнить эту работу?
- Зажимаем заготовку в особую струбцину с ромбовидным просветом между губками.
- Вставляем черновой трубный метчик 1 1:4 дюйма в вороток.
- Смазываем внутреннюю поверхность заготовки. Смазка уменьшит сопротивление при нарезке и уменьшит возможность появления задиров. Какую смазку применять — все равно: для наших целей в равной степени подойдут масло для швейных машинок, автол, солидол а также соляра.
- Позиционируем метчик строго по оси будущей муфты, прижимаем его к ней с все возможным упрочнением и проворачиваем, не нарушая позиционирования и не ослабляя нажима. Нарезка без прижима метчика к подробности вероятна только через 2-3 полных оборота; в случае если ослабить упрочнение раньше, первая нитка будет сорвана.
- Пройдя муфту черновым метчиком, снимаем вороток и вынимаем его иначе. Повторяем операцию со чистовым метчиками и средним.
Что делать в том случае, если в вашем распоряжении имеется только простые тиски:
- В них зажимается хвостовик метчика.
- Заготовка зажимается газовым (трубным) ключом и насаживается на его заход.
- Предстоящие операции аналогичны обрисованным выше.
Наружная
Тут инструкция по нарезке резьбы включает в себя подготовку захода для плашки. Чтобы нарезка не потребовала чрезмерно громадного упрочнения прижима, с наружной стороны трубы должна быть снята фаска под углом около 30 градусов к ее оси.
Рассмотрим, как возможно подготовить заход, так сообщить, в полевых условиях:
Обточив край трубы болгаркой с кругом по металлу.
- Сделав ту же работу ручным напильником.
- Наконец, в отсутствие инструмента край трубы при маленьком навыке возможно газовым ключом. Основная тонкость данной операции — не перестараться и не придать трубе овальность.
Что делать дальше:
- Наружная поверхность края трубы опять-таки смазывается.
- Плашка прижимается к торцу строго перпендикулярно продольной оси трубы. Упрочнение прижима сохраняется, пока не сделано 2-3 полных оборота.
- Дальше — несложная механическая работа: плашка гонится по трубе до получения резьбы нужной длины. Быстро возросшее сопротивление свидетельствует задир стружки; в этом случае плашка сгоняется на один оборот назад, стружка убирается, а поверхность повторно смазывается.
При нарезке наружной резьбы конкретно на стояке либо подводке имеется одна тонкость. Труба, на которой режется резьба, в обязательном порядке удерживается газовым ключом так, дабы упрочнение на нем компенсировало появляющийся при нарезке вращающий момент.
Дело в том, что оторвать подводку от стояка либо стояк от соседской батареи намного легче, чем может показаться: рычаг разрешает развить очень большое упрочнение. Помимо этого, состояние самих труб в ветхом жилищном фонде довольно часто не радует.
Приступаем к работе
Первоначально отрезается старая резьба. Поверхность зачищается от ржавчины. Специалисты не рекомендуют восстанавливать изделие, так как в этом случае соединение будет неплотным. В итоге возможно нарушение герметизации
Важно, чтобы срез был ровным. Для этого труба фиксируется в тисках, а срез производится по предварительно сделанной метке

Важно немного завальцевать торец. Это нужно для того, чтобы клупп было проще расположить в то время, когда резьба будет нарезаться
Для обеспечения беспрепятственного вращения труба смазывается солидолом или машинным маслом. Клупп позволяет сделать как правую, так и левую резьбу. Для этого используется специальный переключатель держателя. После установки плашки следует сделать несколько оборотов и освободить трубу от стружек. Для этого производится вращение в противоположную сторону.

Если требуется дополнительное усилие, то увеличивается плёчо давления. Для этого удлиняется ручка. Резьба в ряде случаев не должна быть более 1 см. Зачастую этого достаточно. По окончании работ следует протереть поверхность, исключив масло, и удалить стружки металла. Фото и видео помогут лучше понять, как справиться с работой своими руками.
Похожие записи:
 10 лучших мини-кондиционеров
10 лучших мини-кондиционеров
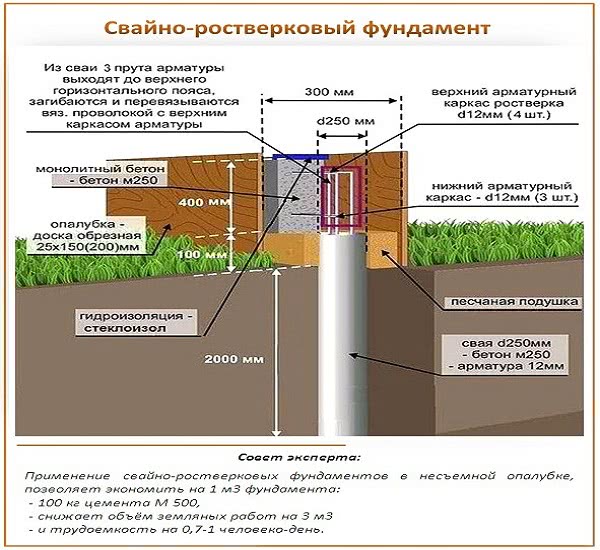 Нюансы возведения свайно-ростверкового фундамента для дома из газобетона
Нюансы возведения свайно-ростверкового фундамента для дома из газобетона
 60 идей интерьеров ванной комнаты совмещенной с туалетом
60 идей интерьеров ванной комнаты совмещенной с туалетом
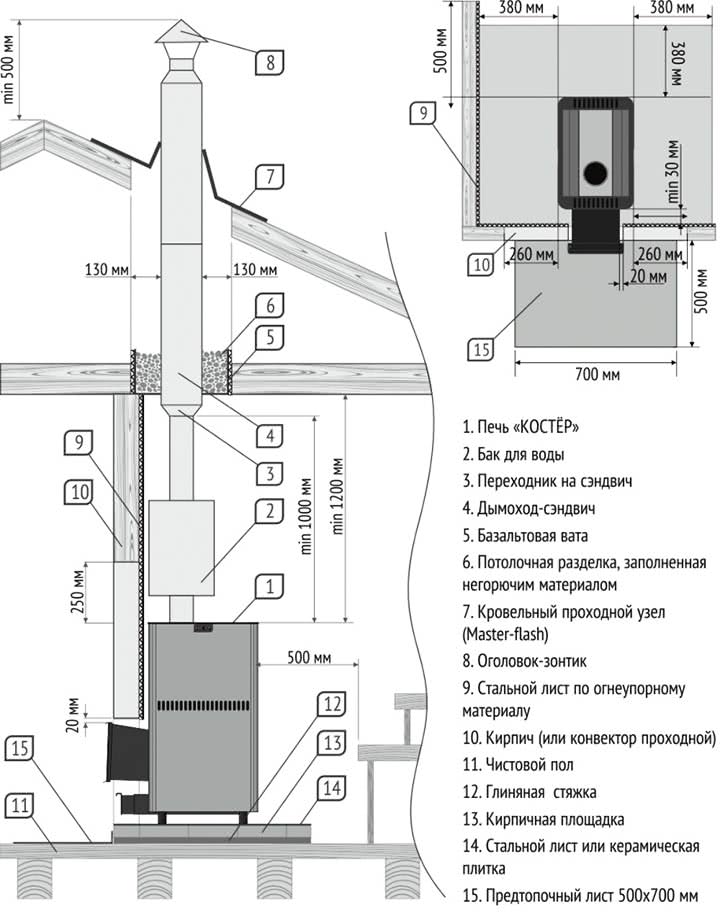 Разбираемся какая печь лучше для бани: электрическая, дровяная, газовая
Разбираемся какая печь лучше для бани: электрическая, дровяная, газовая
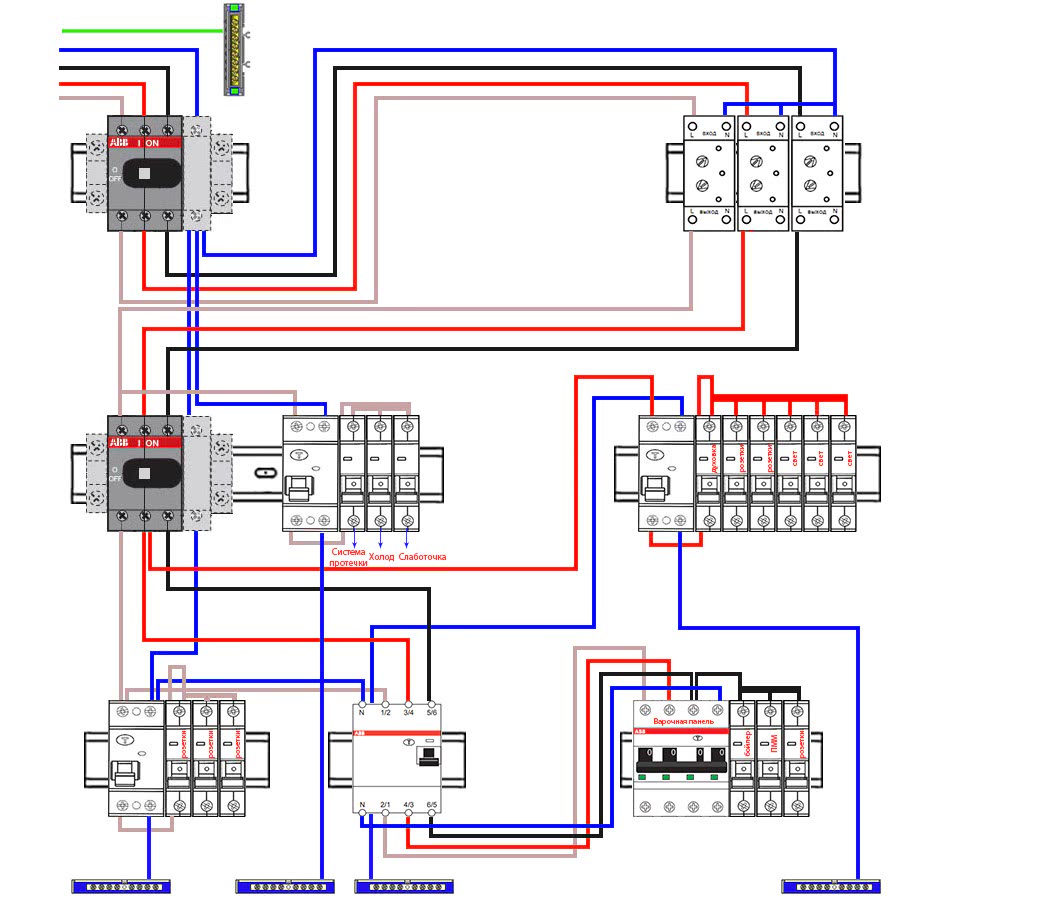
 Как выбрать термостойкий кабель для бани и сауны
Как выбрать термостойкий кабель для бани и сауны
 Разновидности и расчет трезфазных автоматических выключателей
Разновидности и расчет трезфазных автоматических выключателей