Оглавление
Самодельная индукционная печь
Для мастера, умеющего читать проектную документацию и собрать индукционную плавильную печь своими руками, схема доступна в интернете. Прибор может стать как помощником, так и опасным соседом, если в процессе сборки были допущены ошибки в выборе комплектующих деталей или расходных материалов. Основным условием создания функционального аппарата является знание основ физических свойств индукционного оборудования и меди для трубки.

От мастера также требуются навыки конструирования и монтажа электроприборов. Безопасность устройства индивидуальной сборки заключается в ряде особенностей:
- емкости оборудования;
- рабочей частоты импульса;
- мощности генератора;
- вихревых потерь;
- гистерезисных потерь;
- интенсивности тепловой отдачи;
- способа футеровки.
 Обеспечить стабильную работу плавильного агрегата поможет профессиональная отделка или футеровка индукционной печи с целью возможных повреждений химическими средствами, термическими, механическими или физическими воздействиями. Для выполнения футеровки выбираются материалы с высокими огнеупорными свойствами с учетом метода нанесения облицовки.
Обеспечить стабильную работу плавильного агрегата поможет профессиональная отделка или футеровка индукционной печи с целью возможных повреждений химическими средствами, термическими, механическими или физическими воздействиями. Для выполнения футеровки выбираются материалы с высокими огнеупорными свойствами с учетом метода нанесения облицовки.
Защитный слой обеспечивает качество плавильного процесса и химическую чистоту конечного продукта. Плавка стали в индукционных печах должна проводиться в безопасном для обслуживающего персонала режиме, иметь экономические показатели, мало потреблять электрической энергии, работать с недефицитными рабочими материалами, выделять минимальные отходы в производственном процессе.
Виды индукционных печей
 Тигельная индукционная печь
Тигельная индукционная печь
Широко применяются два вида индукционных печей: канальный и тигельный. Отличаются они только по методу работы с ними. Во всём остальном, включая преимущества, такие плавильные печи очень схожи. Рассмотрим каждый вариант по отдельности:
- Канальная печь. Основное достоинство этого вида – непрерывный цикл. Загружать новую порцию сырья и выгружать уже расплавленный металл можно прямо во время нагрева. Единственная сложность может возникнуть при запуске. Канал, по которому жидкий металл будет выводиться из печи должен быть заполнен.
- Тигельная печь. В отличие от первого варианта каждую порцию металла придётся загружать отдельно. В этом и смысл. В термостойкий тигель помещается сырьё и ставится внутрь индуктора. После того, как металл расплавится, его сливают из тигля и только потом загружают следующую порцию. Такая печь идеальна для небольших мастерских, где не требуется больших масс расплавленного сырья.
Главное преимущество обоих вариантов в быстроте производства. Однако тигельная печь выигрывает и здесь. Кроме того её вполне можно смастерить своими руками в практически домашних условиях.
Самодельная индукционная печь не таит в себе никаких сложностей, чтобы её не смог собрать обычный человек, хоть немного знакомый с электротехникой. У неё всего три основных блока:
- Генератор.
- Индуктор.
- Тигель.
Индуктор – медная обмотка, которую можно смастерить самостоятельно. Тигель придётся искать или в соответствующих магазинах, или доставать иными способами. А в качестве генератора могут быть использованы: сварочный инвертор, собственноручно собранная транзисторная или ламповая схема.
Индукционная печь на сварочном инверторе
Самый простой и широко распространённый вариант. Усилия придётся затратить лишь на сооружения индуктора. Берётся медная тонкостенная трубка 8-10 см в диаметре, и загибается по нужному шаблону. Витки должны располагаться на расстоянии 5-8 мм, а их количество зависит от характеристик и диаметра инвертора. Закрепляется Индуктор в текстолитовом или графитовом корпусе, а внутрь установки помещается тигель.
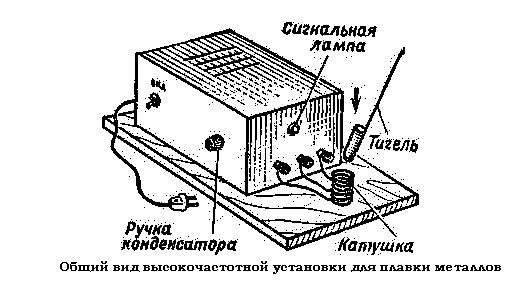
Индукционная печь на транзисторах
В этом случае придётся поработать не только руками, но и головой. И побегать по магазинам в поисках нужных запчастей. Ведь понадобятся транзисторы разной ёмкости, парочка диодов, резисторы, плёночные конденсаторы, два разных по толщине медных провода и парочка колец от дросселей.
- Перед сборкой необходимо учитывать, что полученная в итоге схема во время работы будет сильно нагреваться. Поэтому необходимо использовать довольно большие радиаторы.
- Конденсаторы параллельно собираются в батарею.
- На дроссельные кольца наматывается медная проволока диаметром 1,2 мм. В зависимости от мощности, витков должно быть от 7 до 15.
- На цилиндрический предмет, подходящий по диаметру к размерам тигля, наматывают 7-8 витком медной проволоки диаметром 2 мм. Концы проволоки оставляют достаточно длинными для подключения.
- По специальной схеме всё монтируется на плату.
- Источником питания может быть 12-вольтовый аккумулятор.
- Если есть необходимость, можно изготовить текстолитовый или графитовый корпус.
- Мощность устройства регулируется путём увеличения или уменьшения витков обмотки индуктора.
Собрать такое устройство самостоятельно не просто. И браться за эту работу можно только в том случае, когда есть уверенность в правильности своих действий.
Индукционная печь на лампах
В отличие от транзисторной, ламповая печь получится намного мощнее, а значит, и обращаться и с ней и со схемой придётся осторожнее.
- Соединённые параллельно 4 лучевые лампы будут генерировать токи высокой частоты.
- Медную проволоку сгибают спиралью. Расстояние между витками 5 и более миллиметров. Сами витки диаметром 8-16 см. Индуктор должен быть такого размера, чтобы внутри легко помещался тигель.
- Индуктор помещают в корпус из материала, не проводящего ток (текстолит, графит).
- На корпус можно поставить неоновую лампу-индикатор.
- Так же можно включить в схему подстроечный конденсатор.
Изготовления обеих схем требует обладания некими знаниями, получить которые можно, но лучше, если этим займётся настоящий специалист.
Вакуумные печи индукционного действия
Этот вид имеет широкое применение для плавления сталей высокого качества и никелевых, кобальтовых и железных сплавов жаростойкого качества. Агрегат успешно справляется с плавкой цветных металлов. В вакуумных агрегатах варят стекло, обрабатывают высокой температурой детали, производят монокристаллы
Печь относят к высокочастотному генератору, расположенному в изолированном от внешней среды индукторе, пропускающем ток высокой частоты. Для создания вакуума из него насосами откачивают воздушные массы. Все операции по введению добавок, загрузке шихты, выдаче металла производится автоматическими механизмами с электрическим или гидравлическим управлением. Из вакуумных печей получают сплавы с небольшими примесями кислорода, водорода, азота, органики. Результат намного превосходит открытые печи индукционного действия.
Жаропрочную сталь из вакуумных печей применяют в инструментальном и оружейном производстве
. Некоторые сплавы из никеля, с содержанием никеля и титана являются химически активными, и получить их в других видах печей проблематично. Вакуумные печи выполняют розлив металла поворотом тигеля во внутреннем пространстве кожуха или вращением камеры с неподвижно закрепленной печью. Некоторые модели имеют в дне открывающееся отверстие для слива металла в установленную емкость.
Разновидности индукционных печей
В группе производственного металлургического оборудования можно выделить несколько разновидностей печей:
-
Тигельные.
Один из самых распространенных в металлургии видов.
В конструкции таких агрегатов отсутствует сердечник. Подобные устройства могут применяться для плавки и обработки любых металлов. Хорошо зарекомендовали себя не только в металлургии, но и в других отраслях, например, в ювелирном деле.
Важнейшими элементами тигельной печи индукционного типа являются:
- индуктор;
- генератор напряжения питания.
Достоинства тигельных плавильных печей:
- Выделение энергии непосредственно в загрузке, без промежуточных нагревательных элементов;
- Интенсивная электродинамическая циркуляция расплава в тигле, обеспечивающая быстрое плавление мелкой шихты, отходов, выравнивание температуры по объёму ванны и отсутствие местных перегревов, гарантирующая получение многокомпонентных сплавов, однородных по химическому составу;
- Принципиальная возможность создания в печи любой атмосферы (окислительной, восстановительной или нейтральной) при любом давлении;
- Высокая производительность, достигаемая благодаря высоким значениям удельной мощности, особенно на средних частотах;
- Возможность полного слива металла из тигля и относительно малая масса футеровки печи, что создаёт условия для снижения тепловой инерции печи благодаря уменьшению тепла, аккумулируемого футеровкой. Печи этого типа удобны для периодической работы с перерывами между плавками и обеспечивают возможность быстрого перехода с одной марки сплава на другую;
- Простота и удобство обслуживания печи, управления и регулировки процесса плавки, широкие возможности для механизации и автоматизации процесса;

Канальные.
По конструкции напоминают трансформатор.

Вакуумные.
Используются в том случае, если необходимо обеспечить удаление из расплава примесей.
Конструкция индукционного нагревателя представляет собой многовитковую катушку цилиндрической формы, которая называется индуктором, через него пропускается электрическое напряжение переменного тока, вследствие чего возникают магнитные поля, возбуждающие вихревые токи.
Во внутреннее пространство индуктора помещается сосуд, или емкость, в которой находится металл или руда. Под воздействием магнитного поля и вихревых токов в металле повышается сопротивление, что по всем законам физики вызывает его нагрев и за счет этого происходит процесс плавки.
Мощность индукционных плавильных печей зависит от величины подаваемого напряжения и частоты электрического тока. Эта зависимость применяется в типах индукционных печей – нагревательные установки для термической обработки и плавильные печи.

Печи промышленного назначения делятся на несколько типов.
- Конструкции средней частоты обычно используются в машиностроении и металлургии. С их помощью плавится сталь, а при использовании графитовых тиглей и цветные металлы.
- Конструкции промышленной частоты применяются при выплавке чугуна.
- Конструкции сопротивления предназначаются для плавки алюминия, алюминиевых сплавов, цинка.
Индукционная печь широко применяется на больших и малых предприятиях для плавки металлов (цветных и черных). В индукционных литейных печах металл или сплав нагревается до изменения своего агрегатного состояния.
При этом, канальные печи, несмотря на более высокий КПД используются гораздо реже — в основном, для получения чугуна высокого качества и сплавов, температура плавления которых является относительно низкой, а также для плавления цветных металлов.
Для стали такие печи не используются, так как температура ее плавления способствует сильному снижению стойкости футеровки (защитной отделки). Также нельзя плавить низкосортную породу, стружку и мелкую породу.

Тигельные печи применяются гораздо чаще из-за простоты эксплуатации и более широких возможностей управления процессом, включая возможность нерегулярного и прерывистого режима работы. Они хороши как для производства большого количества литья в несколько десятков тонн, так и для небольших порций, измеряющихся десятками грамм.
С помощью тигельных печей осуществляется плавка легированных сталей и прочих сплавов, для которых нужна особая чистота химического состава и однородность.
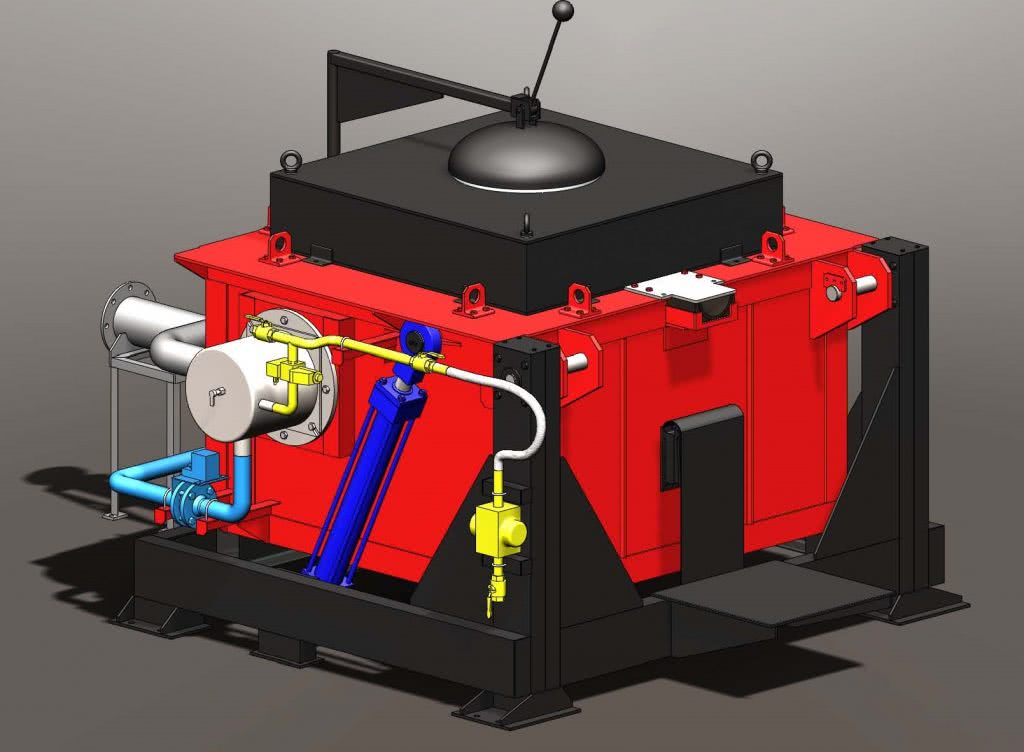
Вакуумные индукционные печи до 200 кг плавки
Печи с вакуумной обработкой металла применяются для образования сплавов точного химического состава. Полученная в них высококачественная сталь используется в продукции с высокой добавленной стоимостью.
Плавка в вакууме позволяет получить более чистые металлы и сплавы. Происходит это, во-первых, за счет интенсивного удаления газов и примесей, которые входят в состав исходных материалов. Во-вторых, за счет почти полного слияния присаживаемых компонентов с расплавливаемым материалом. Тогда как при воздушной плавке часть компонентов теряется.
Наибольшее распространение сегодня получили вакуумные печи с наклоняющимся тиглем внутри неподвижного кожуха. Их основные преимущества: возможность заливки металла в любое число изложниц или форм, удобство наблюдения за процессом разливки благодаря неподвижности смотровых окон и др.
Современные вакуумные печи имеют различные приспособления, позволяющие без нарушения вакуума производить различные технологические операции. Например, бункер для дополнительных порций шихты, дозаторы для введения в тигель в определенном порядке присадочных материалов, устройства для измерения температуры жидкого металла термопарой и для взятия его проб, скребки для зачистки тигля после слива металла и пр.
Не стоит пугаться сложности освоения установок. На самом деле технологии в производстве индукционных печей достигли такого уровня, что ИП способны работать безостановочно 24 часа, а квалификация оператора может быть минимальной.
Водяной котел с трансформатором
Для начала достаньте или купите недорогой сварочный инвертор (трансформатор) с регулировкой тока на 18-25 ампер. В качестве элементов для нагрева воды в водонагревателе применяют небольшие обрезки катанки или нержавеющей стали. Проволоку нарезают кусками длиной от 3,8 до 5,5 см (если используется катанка диаметром 6-8 мм). Затем из толстостенной пластиковой трубы диаметром 45-50 мм делают корпус нагревателя. Один конец этого отрезка трубы закрывают мелкой, ячеистой сеткой и засыпают со свободного открытого конца корпуса нарезанную проволоку.
схема устройства индукционного нагревателя.
Заполнив трубу обрезками доверху, приступают к изготовлению катушки индуктора. Берут эмалированный медный провод не менее 1,5-2 мм и наматывают вокруг сделанного корпуса. Количество витков колеблется (в зависимости от ампеража сварочного индуктора) и составляет 85-95. Катушку располагают по центру корпуса (трубы с обрезками). К системе водоснабжения или сети отопления нагреватель подсоединяют с помощью переходников.
Чтобы сделать на основе полученного нагревателя вихревой индукционный котел-водонагреватель, надо сварить из двух труб напоминающую бублик конструкцию. Это нагревательный элемент для воды. Берут любой подходящий по диаметру бак и вставляют в него входной (в верхней части бака) и выходной патрубки для воды. В этот корпус вставляют сделанную ранее индукционную катушку. Затем присоединяют нагреватель (бублик) к патрубкам так, чтобы он проходил внутри индуктора строго по центру. Изолируют выходные концы катушки и подсоединяют к трансформатору. Чтобы тепло не покидало водонагреватель, его покрывают теплоизоляционным экраном.
Вода, проходя внутри катушки по трубам, нагревается и из выходного патрубка выходит в горячем виде.
Надо помнить, что такой котел можно применять в закрытых системах отопления, с циркуляцией воды с помощью насоса.
Такой индукционный котел-водонагреватель можно подсоединять и к системе, выполненной из пластиковых труб. С целью обеспечения безопасности котел устанавливают на расстоянии 80-90 см от пола и потолка и на 30-40 см от стены. Данный водонагреватель надо оснастить установленным на патрубке клапаном для сброса воздуха из системы. Подобный котел можно применить и как обогреватель небольшого помещения, добавив радиатор отопления.
Устройство
Самодельная печь для плавки металлов имеет довольно простую конструкцию и состоит из трех основных блоков, помещенных в общий корпус:
генератор переменного тока высокой частоты;
индуктор — спиралевидная обмотка из медной проволоки или трубки, выполненная своими руками;
тигель.
Тигель помещают в индуктор, концы обмотки подключают к источнику тока. При протекании тока по обмотке вокруг нее возникает электромагнитное поле с переменным вектором. В магнитном поле возникают вихревые токи, направленные перпендикулярно его вектору и проходящие по замкнутому контуру внутри обмотки. Они проходят через металл, положенный в тигель, при этом нагревая его до температуры плавления.
Достоинства индукционной печи:
- быстрый и равномерный нагрев металла сразу после включения установки;
- направленность нагрева — греется только металл, а не вся установка;
- высокая скорость плавления и однородность расплава;
- отсутствует испарение легирующих компонентов металла;
- установка экологически чиста и безопасна.
В качестве генератора индукционной печи для плавки металла может быть использован сварочный инвертор. Также можно собрать генератор по представленным ниже схемам своими руками.
Печь для плавки металла на сварочном инверторе
Эта конструкция отличается простотой и безопасностью, так как все инверторы оборудованы внутренними защитами от перегрузок. Вся сборка печи в этом случае сводится к изготовлению своими руками индуктора.
Выполняют его обычно в форме спирали из медной тонкостенной трубки диаметром 8-10 мм. Ее сгибают по шаблону нужного диаметра, располагая витки на расстоянии 5-8 мм. Количество витков — от 7 до 12, в зависимости от диаметра и характеристик инвертора. Общее сопротивление индуктора должно быть таким, чтобы не вызывать перегрузки по току в инверторе, иначе он будет отключаться внутренней защитой.
Индуктор можно закрепить в корпусе из графита или текстолита и установить внутрь тигель. Можно просто поставить индуктор на термостойкую поверхность. Корпус не должен проводить ток, иначе замыкание вихревых токов будет проходить через него, и мощность установки снизится. По этой же причине не рекомендуется располагать в зоне плавления посторонние предметы.
При работе от сварочного инвертора его корпус нужно обязательно заземлять! Розетка и проводка должны быть рассчитаны на потребляемый инвертором ток.
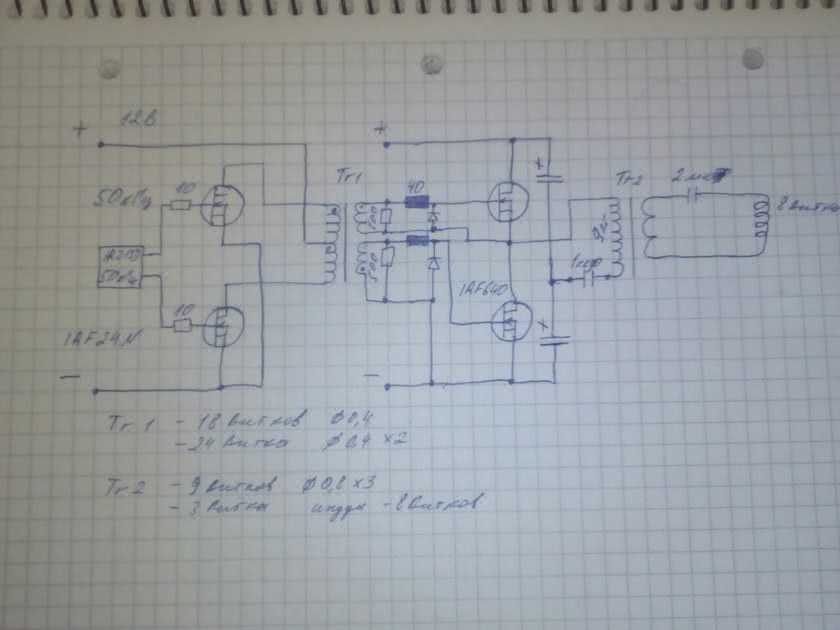
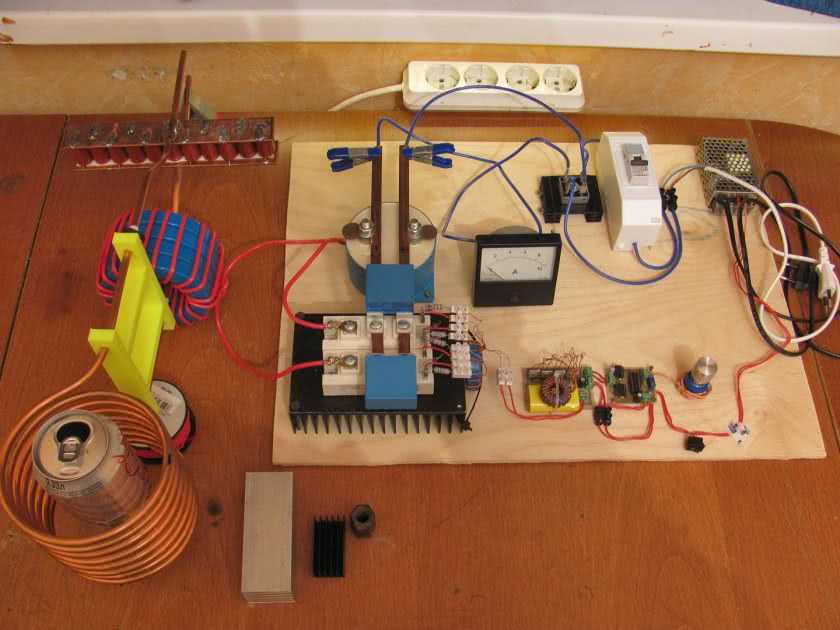
Индукционная печь на транзисторах: схема
Существует множество различных способов собрать индукционный нагреватель своими руками. Достаточно простая и проверенная схема печи для плавки металла представлена на рисунке:
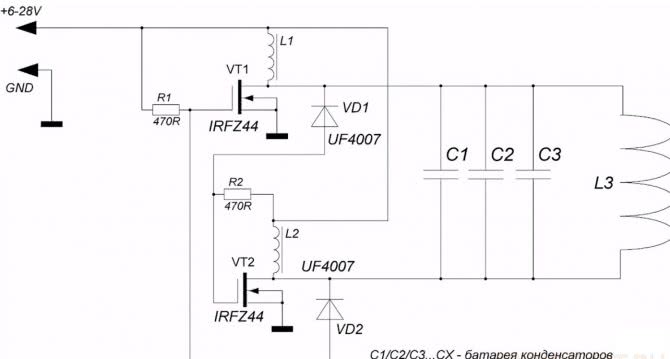
- Чтобы собрать установку своими руками, понадобятся следующие детали и материалы:
два полевых транзистора типа IRFZ44V;
два диода UF4007 (можно также использовать UF4001);
резистор 470 Ом, 1 Вт (можно взять два последовательно соединенных по 0,5 Вт);
пленочные конденсаторы на 250 В: 3 штуки емкостью 1 мкФ; 4 штуки — 220 нФ; 1 штука — 470 нФ; 1 штука — 330 нФ;
медный обмоточный провод в эмалевой изоляции Ø1,2 мм;
медный обмоточный провод в эмалевой изоляции Ø2 мм;
два кольца от дросселей, снятых с компьютерного блока питания.
Индукционная плавильная печь своими руками: схема изготовления – Токарь
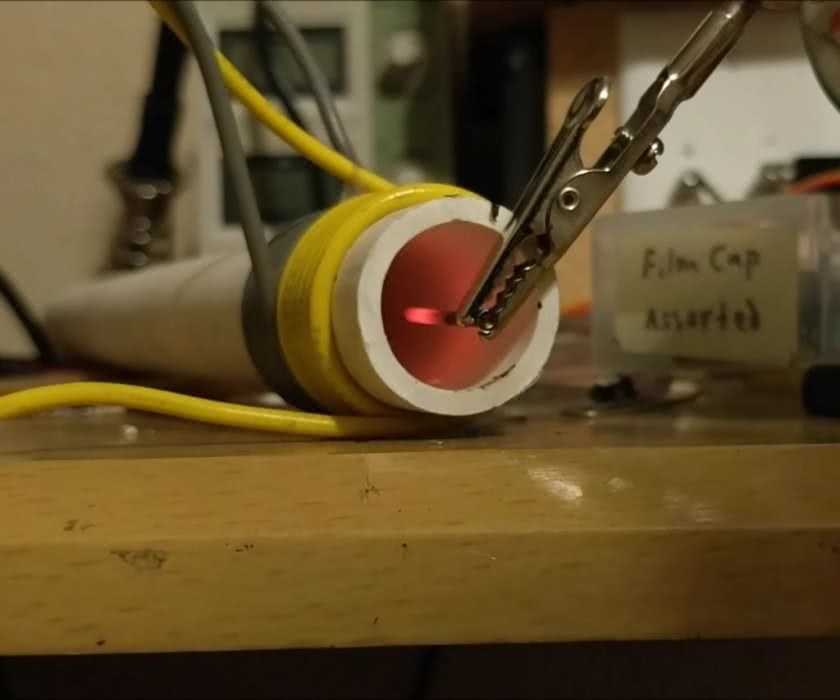
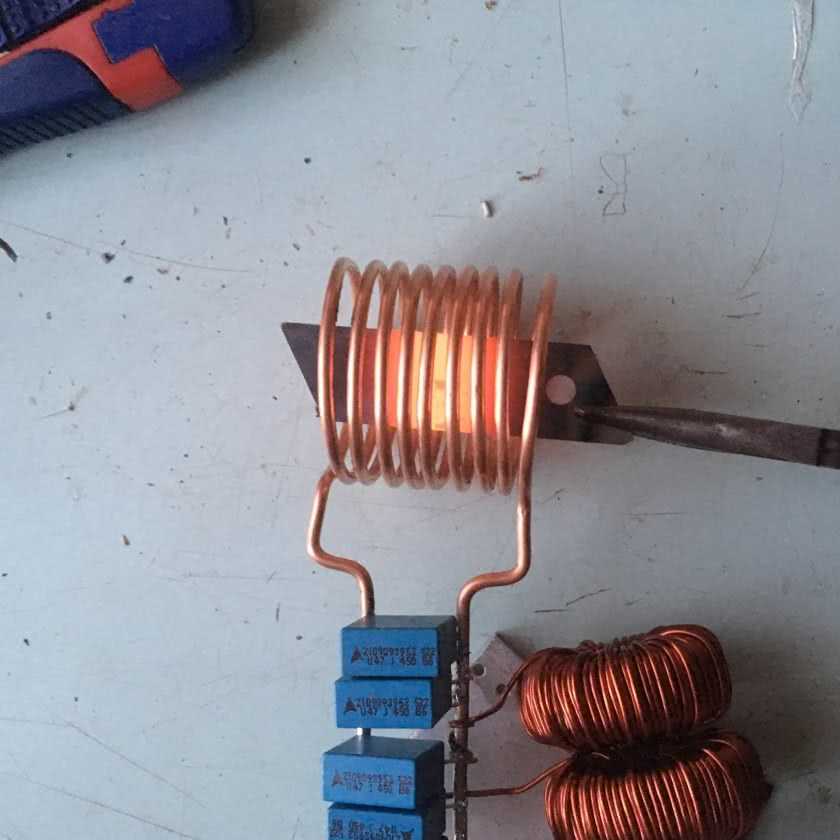
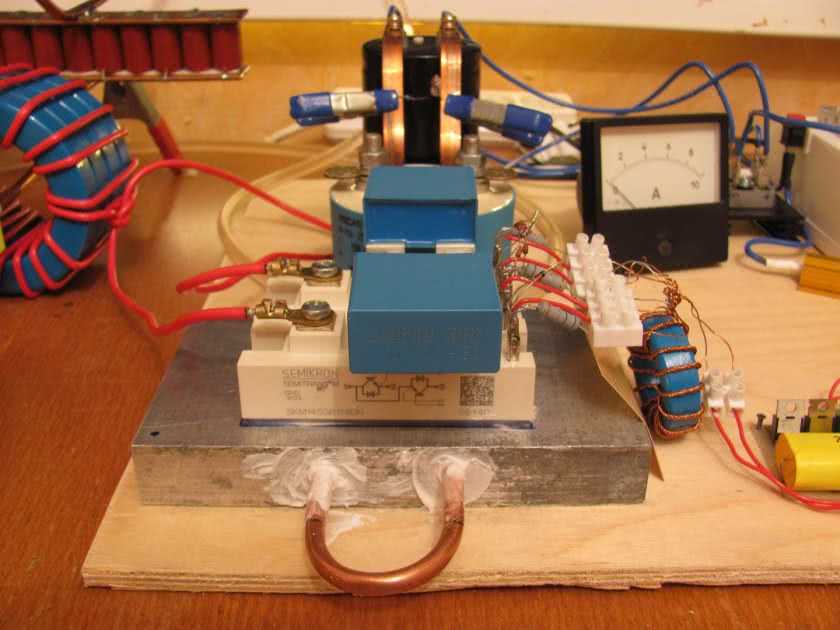
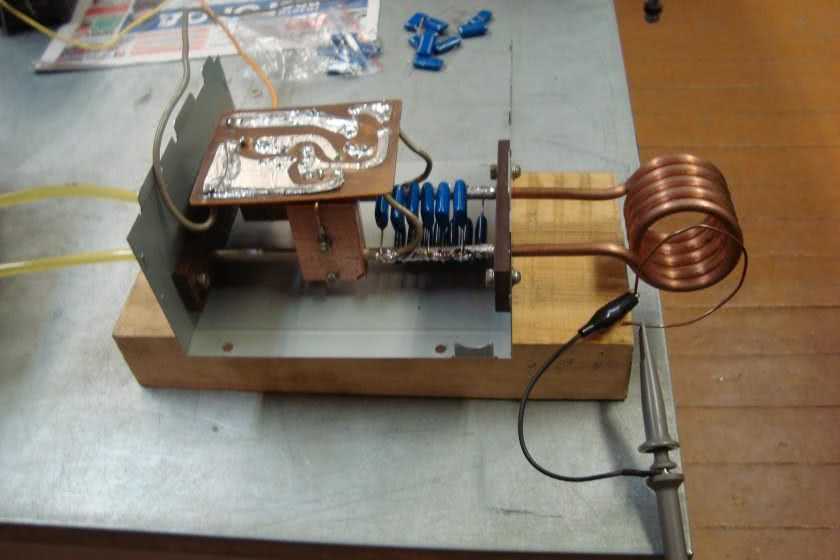
Добрый день. Ну и хватит о добром. Начитавшись и насмотревшись на всем известный индукционный генератор по схеме ZVC драйвера, решил сделать нечто похожее для закалки небольших металлических предметов, в гаражную автомастерскую и для плавки свинца на грузила. Схема стандартная, обычный высокочастотный мультивибратор, который повторили уже сотни человек.
Схема ZVC драйвера
Стандартный вариант генератора
Усиленный вариант схемы
Но видно мне войти в их число не судьба…
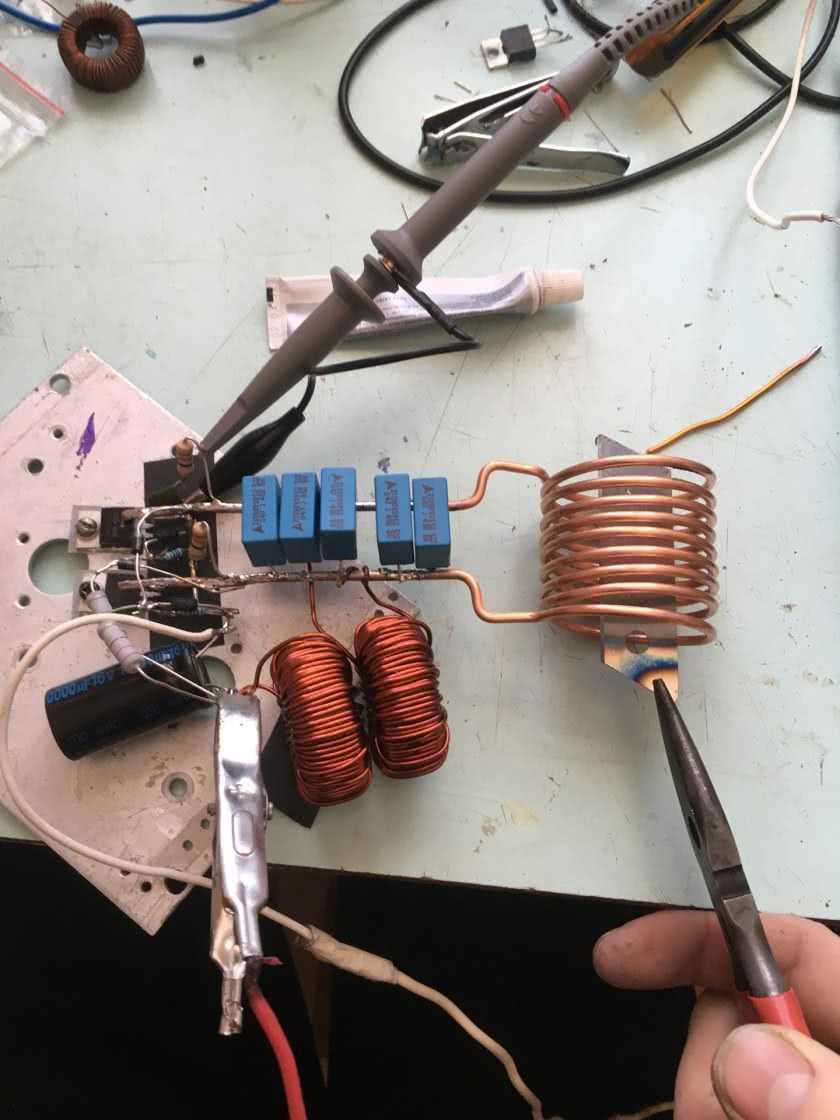
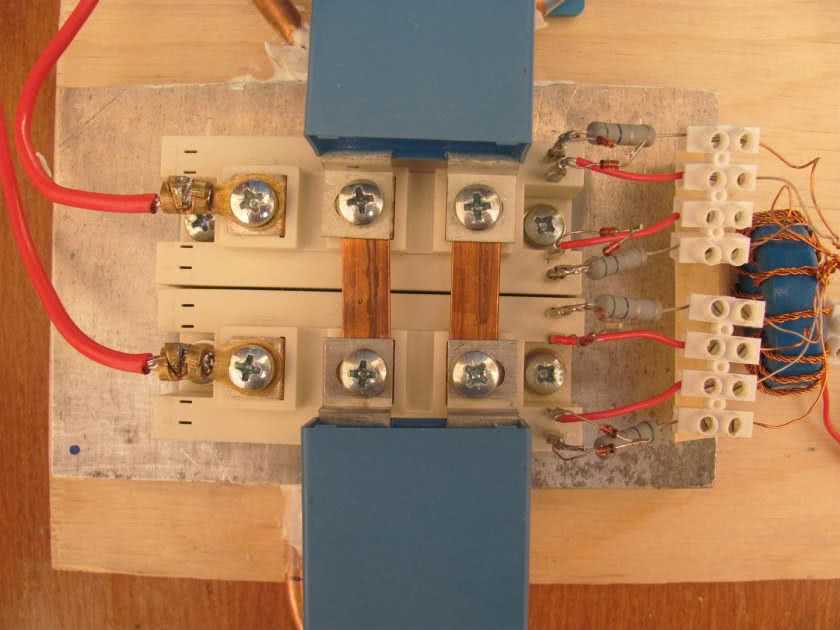
Были куплены все необходимые детали — новые полевые транзисторы, новые фаст диоды и стабилитроны. Всё перед пайкой было испытано на транзистор-тестере, в том числе для определения правильной цоколёвки.
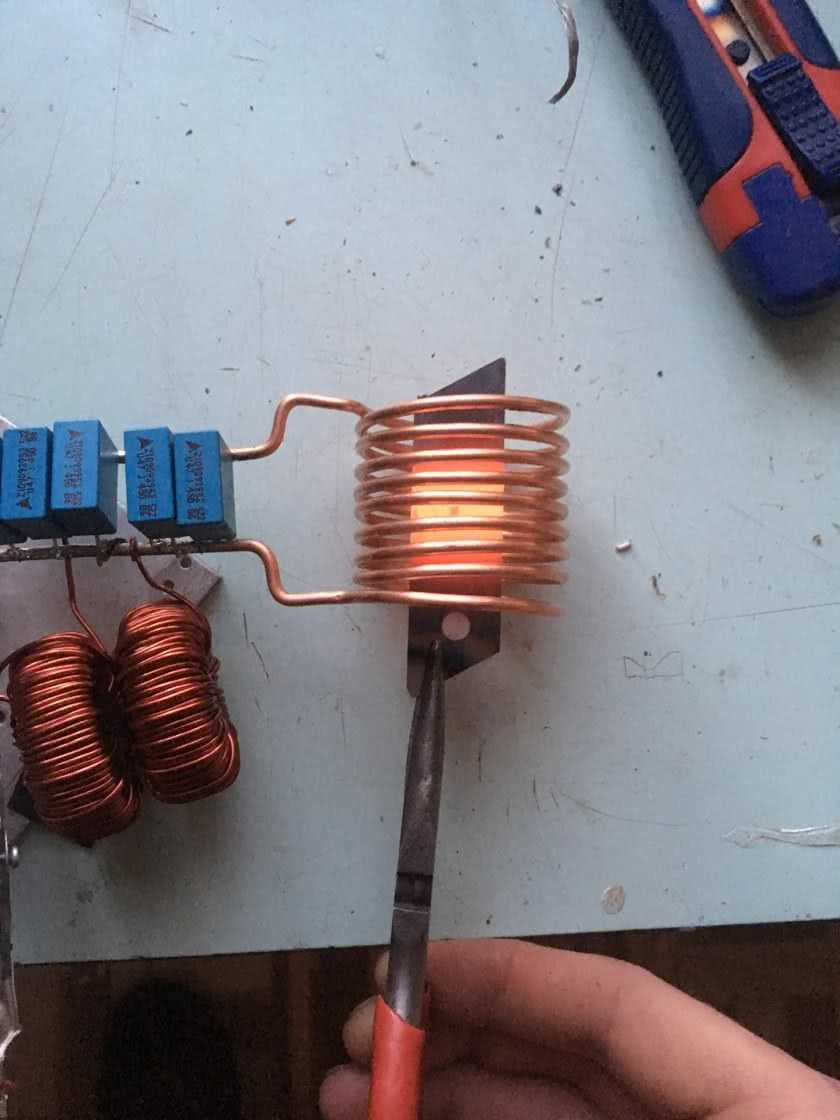
Была собрана шикарная катушка из чистой меди диаметром 5 мм. Но работать сей девайс упорно отказывался.
Добыча искомых и установка также оказалась безрезультативной — индукционный нагреватель металлов как не работал раньше, так и не собирался работать дальше. Подключение различных вариантов катушек совместно с конденсаторами разной емкости картину не изменили — «открывает рыба рот, но не слышно что поёт», то есть транзисторы открываются, ток тянут, а генерации не происходит…
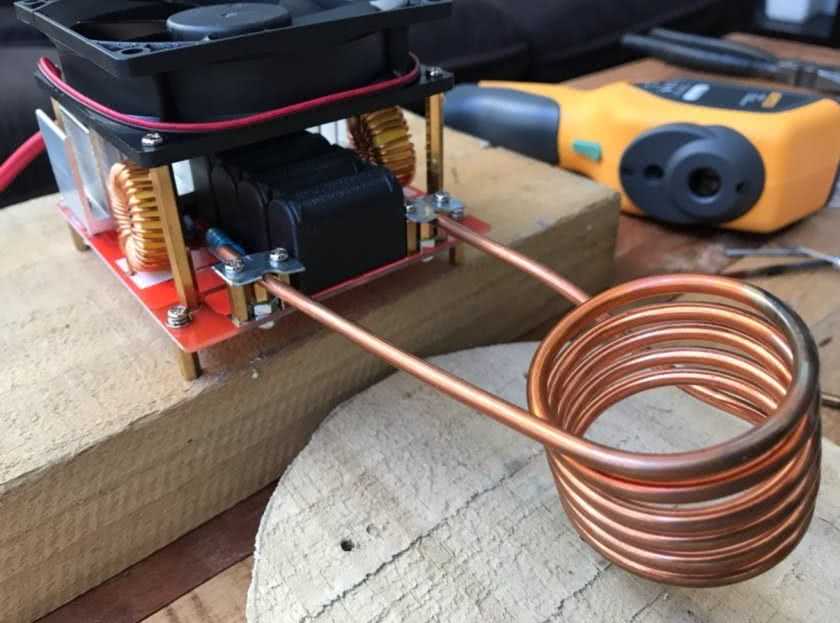
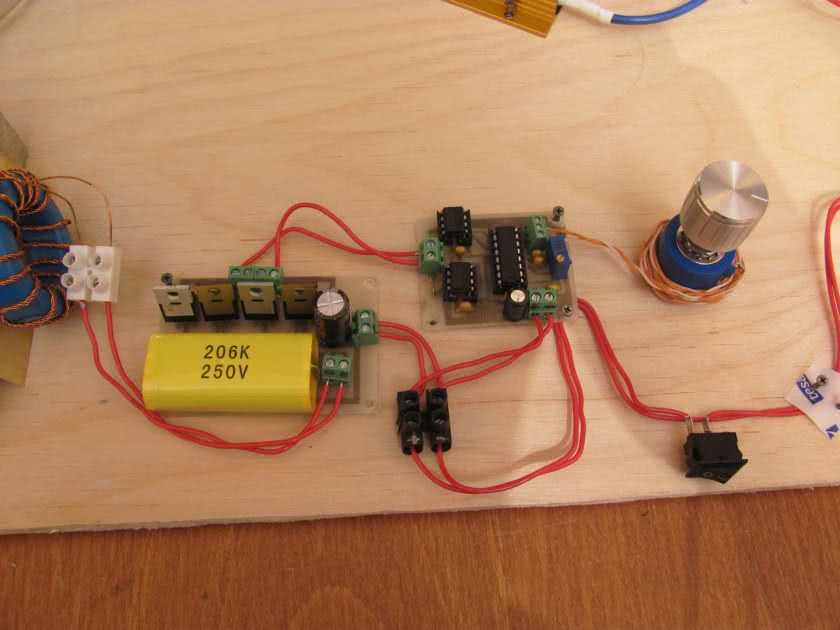
- В конце концов всё это изрядно надоело, многодневные танцы с бубном закончились, и пришлось с поклоном идти к китайцам на ихний Алиэкспресс, заказывать за 7 долларов готовый модуль генератора.
- Спустя 2 недели эта штука была доставлена курьером прямо на дом и после подключения к компьютерному блоку питания на 12 В успешно заработала.
Причём она работала и от 5-ти вольт, и с маленькой штатной катушкой, и с большой самодельной, в общем генерировала мощное электромагнитное поле во всех позах (с теми же деталями и схемой). Раскаляет 3 мм штырь до красна за 20 секунд. С железкой 6 мм возится несколько минут, при этом жутко греется само (в основном транзисторы и катушка).
На что тут грешить — даже не знаю. Может конденсаторы не те, может транзисторы… В любом случае факт остается фактом: промышленная плата заработала, а самодельная нет. Так что кто хочет — может смело кинуть в меня куском канифоли, другие — посочувствовать, третьи сами попробовать собрать этот индукционник и написать в х о результатах…
Печь индукционная для плавки металла
Индукционная печь – это нагревательное устройство, где для плавки стали, меди и других металлов применяется метод индукционного воздействия (металл нагревается токами, возбуждаемыми не переменным полем индуктора). Некоторые считают индукционные печки одним из видов отопительных приборов сопротивления, однако отличие состоит в способе передачи энергии нагреваемому металлу. Сначала электрическая энергия становится электромагнитной, затем опять электрической, и только в самом конце превращается в тепловую. Индукционные печки считаются самыми совершенными из всех газовых и электрических (муфельные, сталеплавильные, мини печки), благодаря своему методу нагрева. При индукции тепло выделяется внутри самого металла, и использование тепловой энергии является наиболее эффективным.
Индукционные печи делятся на два типа:
- с сердечником (канальные);
- без сердечника (тигельные).
Вторые считаются более современными и полезными (отопительные приборы с сердечником, из-за своего устройства, ограничены в мощности). Переход от канальных к тигельным печкам начался еще в начале 1900-х. На данный момент они широко применяются в промышленности.
Однако, на данный момент, выплавка стали чаще производится при помощи такого нагревательного сооружения как дуговая сталеплавильная печь, в ней для плавки используется тепловой эффект, а он является более удобным и практичным. Своими руками вы можете сделать множество несложных нагревательных конструкций. Например, очень популярна самодельная плавильная печь. Если вы решили соорудить нагревательную мини конструкцию своими руками, необходимо знать ее устройство. Видов индукционных печей существует много, но мы опишем только некоторые из них. При необходимости, вы сможете воспользоваться нужными схемами, чертежами и видео записями.
Компоненты индукционной печи
Для простейших конструкций существуют только две основные части: индуктор и генератор. Однако, вы сможете добавить что-то свое, усовершенствовать агрегат, с помощью нужных схем. Индуктор Нагревательная катушка является важнейшей составляющей. От нее зависит абсолютно вся работа нагревательного сооружения. Для самодельных печек с маленькой мощностью допустимо использование индуктора из голой медной трубки с диаметром 10 мм. Внутренний диаметр индуктора должен быть не менее 80 мм. и не более 150 мм., количество витков – 8-10. Необходимо учесть то, что витки не должны соприкасаться, поэтому расстояние между ними должно составлять 5-7 мм. Также никакая часть индуктора не должна касаться его экрана
Генератор Вторая по важности составляющая печи – генератор переменного тока. При выборе схемы генератора следует всячески избегать чертежей, дающих жесткий спектр тока
В качестве того, что НЕ нужно выбирать приведем популярную схему на тиристорном ключе.
Устройство тигельной печи
Внутри находится плавильный тигель со сливным носком (“воротником“). По внешним бокам конструкции, в вертикальном положении расположен индуктор. Далее идет слой тепловой изоляции, а вверху располагается крышка. С одной из внешних сторон возможно наличие подвода тока и охлаждающей воды. Снизу находится устройство для сигнализации износа тигля.
Как сделать индукционную печь
 Сначала нужно собрать генератор для индуктора. Здесь вам понадобится схема К174ХА11. Трансформатор должен быть намотан на мини-кольцо с диаметром 2 сантиметра. Вся обмотка выполняется проводом с диаметром 0,4 сантиметра и должна составлять 30 витков. Для первичной обмотки характерно наличие ровно 22 витков провода с диаметром 1 миллиметр, а во вторичной должно содержаться всего 2-3 витка такого же провода, но уже сложенного в четыре раза. Индуктор надо сделать из 3 мм. проволоки с диаметром в 11 мм. Должно быть ровно 6 витков. Чтобы настроить резонанс, лучше всего установить обычный или мини светодиод.
Сначала нужно собрать генератор для индуктора. Здесь вам понадобится схема К174ХА11. Трансформатор должен быть намотан на мини-кольцо с диаметром 2 сантиметра. Вся обмотка выполняется проводом с диаметром 0,4 сантиметра и должна составлять 30 витков. Для первичной обмотки характерно наличие ровно 22 витков провода с диаметром 1 миллиметр, а во вторичной должно содержаться всего 2-3 витка такого же провода, но уже сложенного в четыре раза. Индуктор надо сделать из 3 мм. проволоки с диаметром в 11 мм. Должно быть ровно 6 витков. Чтобы настроить резонанс, лучше всего установить обычный или мини светодиод.
Нагревательный элемент
Как мы уже знаем, явление нагревания металлической поверхности появляется сразу же после присоединения собранной системы к источнику переменного тока.

Обратите внимание на то, что при нагреве проводника важно не допустить короткого замыкания, возникающего при соприкосновении витков катушки. В том случае, если обмотки соприкоснулись друг с другом, устройство ломается, а практически все транзисторы тут же ломаются










Наша статья является ответом на вопрос о том, как сделать индукционный нагреватель своими руками. Руководствуясь рекомендациями и выполняя все вышеприведенные шаги, вы без проблем справитесь с поставленной задачей и создадите нагреватель своими руками.
Преимущества перед другими видами плавильных печей
Индукционные печи – не единственное изобретение, используемое для плавления металлов.
Есть ещё знаменитые мартены, домны и другие виды. Однако рассматриваемая нами печь имеет перед всеми остальными ряд неоспоримых преимуществ.
Печи, работающие на принципе индукции, могут быть довольно компактными, и их размещение не доставит никаких трудностей.
Высокая скорость плавки. Если другие печи для плавки металла требуют несколько часов только на разогрев, индукционная справляется с этим в несколько раз быстрее.
Коэффициент полезного действия лишь немного не достигает отметки в 100 %.
По чистоте расплава индукционная печь уверенно занимает первое место. В других устройствах приготовленная к расплаву заготовка непосредственно соприкасается с нагревательным элементом, что зачастую приводит к загрязнению. Токи Фуко нагревают заготовку изнутри, воздействуя на молекулярную структуру металла, и побочных элементов в неё не попадает.
Последнее преимущество просто необходимо в ювелирном деле, где частота материала повышает его ценность и уникальность.

Индукционные печи используют при плавке металлов принципиально иной метод нагрева. Благодаря этому, усовершенствовалась и технология плавки, расширились возможности переплавления металлов из лома.
Работа индукционных печей построена на принципе выделения тепла металлом при прохождении через него электрического тока. Таким образом, нагрев происходит не за счет тепловых волн, достигающих металла, а за счет превращения металлической массы в самостоятельный источник выделения тепла.
Для создания электромагнитного поля в печи используется индуктор. В связи с этим применяемый принцип плавки обозначается как индукционный нагрев. Индуктор входит в конструкцию плавильного агрегата.
Обязательное условие эффективной работы печи – продуманная система охлаждения. К печи необходимо одновременно подвести и электроснабжение для нагрева металлов, и воду для охлаждения самого индуктора.
При использовании индукционных печей значительно повышается удобство и качество плавки металлов. Под воздействием электромагнитного потока в расплавленной массе металла усиливается циркуляция.
Это способствует повышению однородности полученного в результате плавки металла.
Кроме того, плавильные печи, использующие принцип индукционного нагрева, дают на выходе металл с более высокими показателями и по чистоте, и по однородности.

Повышение качества металла дополняется снижением себестоимости всего процесса плавки. Достигается это за счет экономии электроэнергии, затрачиваемой на весь процесс переплавки металлов.
Высокий коэффициент полезного действия работы печей подобного типа — еще одно дополнительное условие, приводящее к снижению производственных затрат.
В настоящий момент в промышленности чаще используются индукционные печи высокой частоты.
Однако, среднечастотные печи также имеют свои преимущества. Они позволяют снизить расходы электроэнергии почти в два раза.
Индукционные печи среднего нагрева отличаются сжатым временным циклом плавки (от 40 до 45 минут). Это достигается за счет того, что значительно повышен предел допустимой мощности в таких печах.
При использовании печей этого типа расширяются и возможности усовершенствовать технологию плавки металлов. Например, для производства чугуна можно использовать отходы других производств (кузнечного, токарно-фрезерного, прокатного).
Полученный состав чугуна близок к идеальному. Это достигается за счет того, что печи средней частоты дают возможность активнее управлять химическим составом расплавляемого металла.
В целом преимущества использования индукционной переплавки металла повышаются за счет использования разных типов агрегатов.
Индукционные печи средней частоты создают дополнительные преимущества для использования этого метода плавки.
В настоящее время на российских предприятиях используется порядка 23 % индукционных печей. Еще 76 % приходится на газовые вагранки.
Широкомасштабное внедрение на производствах оборудования для индукционной плавки позволит значительно повысить эффективность всего процесса и его производительность, отразится на качестве получаемого металла.
Приступаем к печке: что нужно знать обязательно
Электромагнитное поле (ЭМП) воздействует на человеческий организм, хотя бы прогревая его во всем объеме, как мясо в микроволновке. Поэтому, работая с индукционной печью в качестве конструктора, мастера или эксплуатанта, нужно четко уяснить себе суть следующих понятий:
ППЭ – плотность потока энергии электромагнитного поля. Определяет общее физиологическое воздействие ЭМП на организм независимо от частоты излучения, т.к. ППЭ ЭМП одной и той же напряженности растет с ростом частоты излучения. По санитарным нормам разных стран допустимое значение ППЭ от 1 до 30 мВт на 1 кв. м. поверхности тела при постоянном (свыше 1 часа в сутки) воздействии и втрое-впятеро больше при однократном кратковременном, до 20 мин.
ППЭ при удалении от точечного источника излучения падает по квадрату расстояния. Однослойная экранировка оцинковкой или мелкоячеистой оцинкованной сеткой снижает ППЭ в 30-50 раз. Вблизи катушки по ее оси ППЭ будет в 2-3 раза выше, чем сбоку.
Поясним на примере. Есть индуктор на 2 кВт и 30 МГц с КПД в 75%. Следовательно, наружу из него уйдет 0,5 кВт или 500 Вт. На расстоянии в 1 м от него (площадь сферы радиусом 1 м – 12,57 кв. м.) на 1 кв. м. придется 500/12,57=39,77 Вт, а на человека – около 15 Вт, это очень много. Индуктор нужно располагать вертикально, перед включением печи надевать на него заземленный экранирующий колпак, следить за процессом издали, а по его окончании немедленно выключать печь
На частоте в 1 МГц ППЭ упадет в 900 раз, и с экранированным индуктором можно работать без особых предосторожностей
СВЧ – сверхвысокие частоты. В радиэлектронике СВЧ считают с т.наз. Q-диапазона, но по физиологии СВЧ начинается примерно со 120 МГц. Причина – электроиндукционный нагрев плазмы клеток и резонансные явления в органических молекулах. СВЧ обладает специфически направленным биологическим действием с долговременными последствиями. Достаточно получить 10-30 мВт в течение получаса, чтобы подорвать здоровье и/или репродуктивную способность. Индивидуальная восприимчивость к СВЧ крайне изменчива; работая с ним, нужно регулярно проходить специальную медкомиссию.
Пресечь СВЧ-излучение очень трудно, оно, как говорят профи, «сифонит» сквозь малейшую щелочку в экране или при малейшем нарушении качества заземления. Эффективная борьба с СВЧ-излучением аппаратуры возможна только на уровне его конструирования высококлассными специалистами.
К счастью, диапазон частот, в котором работают индукционные печи, до СВЧ не простирается. Но при неумелом конструировании или пользовании печь может войти в режим, при котором появляется паразитное СВЧ. Разумеется, этого следует всячески избегать.