Оглавление
Инструкция по изготовлению индукционного нагревателя
Чтобы осуществить переделку сварочного оборудования в индукционную печь, необходимо подготовить расходные детали и инструменты
Также важно подготовить чертежи и придерживаться инструкции по сборке
Простое изделие на основе сварочного инвертора
Для изготовления простого, но эффективного нагревателя, можно использовать сварочный инвертор. Процесс изготовления достаточно простой:
- Для начала нужно взять толстостенную полимерную трубку.
- С торцевой части трубы стоит установить разводку и 2 вентиля, а внутрь засыпать куски стальной проволоки небольшого диаметра и размера (5 мм).
- Закрепить верхний вентиль.
- Выполнить 90 витков медной проволокой для сборки индуктора.
В качестве генератора используется сварочный аппарат, а роль нагревателя играет трубка с проволокой. Аппарат устанавливается в режим переменного тока с повышенной частотой.
В процессе нагрева происходит излучение магнитного поля и прогревание проволоки вихревыми потоками. Это вызывает закипание жидкости.
Экспериментальная модель нагревателя мощностью 1600 Вт
Для сборки экспериментального оборудования мощностью 1,6 кВт потребуется подготовить металлическую трубу с толстыми стенками. Поскольку катушка без особых сложностей сможет прогреть любой материал, можно усовершенствовать нагреватель.
Корпус можно изготовить из пластиковой трубы, которая обладает большим диаметром, чем элемент системы отопления. Оптимальная длина изделия составляет 1 м, а внутреннее сечение – 50-80 мм.
Чтобы подключить нагреватель к оборудованию, потребуется закрепить переходники сверху и снизу корпуса. Нижняя секция закрывается решеткой, а затем внутрь корпуса помещают наполнитель из небольших металлических частиц.
Для обмотки подходит медный провод с изоляцией сечением 1-1,5 мм. Использование более толстой проволоки неоправданно, поскольку это усложнит плотное расположение витков.
Печь для нагрева металла
Из-за повышенной пожарной безопасности метод индукции применяется в металлургии. Собрать нагреватель для обработки металлических заготовок можно из подручных средств. Для предстоящих работ потребуется подготовить:
- 12-вольтный аккумулятор.
- Медную обмоточную проволоку.
- Пленочные конденсаторы.
- Транзисторы и диоды.
- Кольца блока питания от персонального компьютера.

Индукционная печь из сварочного инвертора.
Последующая сборка производится по такой инструкции:
На радиаторы охлаждения устанавливаются транзисторы. Во время использования прибор интенсивно нагревается, поэтому лучше подготовить крупные радиаторы.
Изготавливаются дроссели. Для их сборки применяют медную проволоку и кольца блока питания ПК
Важно следить, чтобы межвитковое расстояние оставалось идентичным на каждом отрезке.
Собирается конденсаторная батарея. Емкость элемента питания должна составлять 4,7 мкФ.
Изготавливается обмотка
Диаметр медной проволоки должен составлять 2 мм. Потребуется выполнить 8 витков, чтобы во внутреннем пространстве поместились все обрабатываемые детали.
На последнем этапе подключается аккумулятор. Ток регулируется во время изготовления печи. Для этого достаточно поменять количество витков.
Кроме того, следует предусмотреть систему отвода тепла и вентиляции, т.к. во время работы печь сильно нагревается.
Нагреватель для воды
Использование такого агрегата в частном доме позволит организовать бесперебойную подачу ГВС или обогрев помещения. Система расходует много электрической энергии, но обладает простой схемой сборки и отсутствием сложностей в обслуживании. Предстоящая сборка начинается с подготовки:
- Сварочного инвертора.
- Теплоизолятора (подойдет керамзит).
- Проволоки из меди и стали.
- Отрезка пластиковой трубы с толстыми стенками.
- Трубок разного диаметра.
На первом этапе начинается изготовление котла. Его можно соорудить из 2 трубок разного сечения, которые вставляются друг в друга с выдерживанием зазора 20-25 мм.
Дальше производится приваривание концов колец и подсоединение к общей системе отопления. Во внешнюю стенку нужно вварить выходную и входную трубки.
Затем изготавливается обмотка, которая в точности повторяет форму котла. Всего нужно выполнить 35-40 витков, соблюдая равное межвитковое расстояние.
На последнем этапе собирается защитный корпус, который делается из диэлектрического материала, и подключается инверторный аппарат и теплоноситель.
Правильно собранная конструкция сможет прослужить в течение 20-25 лет без ремонта и замены расходных деталей.
Рабочая схема
В состав нагревателя входят следующие составляющие:
- Инверторный блок, рассчитанный на напряжение 220…240 В, при токе не менее 10 А.
- Трёхпроводная кабельная линия (один провод – заземляющий) с нормально разомкнутым переключателем.
- Система водяного охлаждения (крайне желательно использовать очистные фильтры для воды).
- Набор катушек, отличающихся внутренними диаметрами и длиной (при ограниченных объёмах работ можно обойтись и одной катушкой).
- Нагревающий блок (можно применить модуль на силовых транзисторах, которые выпускаются китайскими фирмами Infineon или IGBT).
- Демпферная цепь с несколькими конденсаторами Semikron.
Генератор высокочастотных колебаний принимается тот же, что и у базового инвертора
Важно, чтобы его эксплуатационные характеристики полностью соответствовали тем, которые указаны в предыдущих разделах

После сборки блок заземляется, и с помощью соединительных кабелей нагревательная индукционная катушка присоединяется к блоку питания инвертора.
Примерные эксплуатационные возможности самодельного индукционного нагревателя металла:
- Наибольшая температура нагрева, °С – 800.
- Минимальная мощность инвертора – 2 кВА.
- Продолжительность включения ПВ, не менее – 80.
- Рабочая частота, кГц (регулируемая) — 1,0…5,0.
- Внутренний диаметр катушки, мм – 50.
Следует отметить, что такой индуктор потребует специально подготовленного рабочего места – бака для отработанной воды, насоса, надёжного заземления.
Дозиметр радиации. Ищем отклонения!
Токоизмерительные клещи. Как пользоваться?
Преимущества индукционного нагревателя
Индукционные нагреватели с каждым днем набирают популярность у потребителя благодаря следующим достоинствам:
- высокий показатель КПД;
- агрегат работает практически бесшумно;
- индукционные котлы и нагреватели считаются достаточно безопасными в сравнении с газовым оборудованием;
- нагреватель работает полностью в автоматическом режиме;
- оборудование не требует постоянного обслуживания;
- благодаря герметичности аппарат, исключаются протечки;
- из-за вибраций электромагнитного поля образование накипи становится невозможным.
Также к преимуществам данного типа нагревателя можно отнести простоту его конструкции и доступность материалов для сборки аппарата своими руками.
Описание
Устройство нагревателя
В состав типового нагревательного элемента входят следующие узлы:
- Нагревательный элемент в виде прутка или металлической трубки.
- Индуктор – это медная проволока, обрамляющая витками катушку. В процессе работы он исполняет роль генератора.
- Генератор переменного тока. Отдельная конструкция, где происходит преобразование стандартного тока в величину с высокой частотой.
На практике, индукционные установки используются недавно. Теоретические изучения намного опережают. Такое можно объяснить одной преградой – получение высокой частоты магнитных полей. Дело в том, что использовать установки с низкой частотой считается неэффективным. Как только появились генераторы токов с высокой частотой, проблема разрешилась.
Генераторы ТВЧ прошли свой эволюционный период; от ламповых, до современных моделей, выполняющихся на базе IGBT. Теперь они более эффективные, имеют малый вес и размеры. Частотное ограничение их 100 кГц за счёт динамических потерь транзисторов.
Индукционные кузнечные нагреватели с тиристорным преобразователем частоты и параллельным колебательным контуром
| Индукционный кузнечный нагреватель | Мощность тиристорного преобразователя, кВт | Частотный диапазон, кГц | Производительность по нагреву стали до 1200ºС, кг/час |
| ИКНТ-100 | 100 | 1-8 | 180 |
| ИКНТ-200 | 200 | 1-8 | 360 |
| ИКНТ-300 | 300 | 1-8 | 550 |
| ИКНТ-400 | 400 | 1-6 | 730 |
| ИКНТ-500 | 500 | 1-4 | 910 |
| ИКНТ-600 | 600 | 1-4 | 1090 |
| ИКНТ-700 | 700 | 1-4 | 1270 |
| ИКНТ-800 | 800 | 0,5-2,5 | 1460 |
| ИКНТ-900 | 900 | 0,5-2,5 | 1640 |
| ИКНТ-1000 | 1000 | 0,5-2,5 | 1820 |
| ИКНТ-1500 | 1500 | 0,2-1 | 2730 |
| ИКНТ-2000 | 2000 | 0,2-1 | 3640 |
| ИКНТ-2500 | 2500 | 0,2-1 | 4550 |
| ИКНТ-3000 | 3000 | 0,2-1 | 5460 |
| ИКНТ-4000 | 4000 | 0,2-0,5 | 7280 |
| ИКНТ-5000 | 5000 | 0,2-0,4 | 9100 |
| ИКНТ-6000 | 6000 | 0,2-0,4 | 11000 |
| ИКНТ-8000 | 8000 | 0,2 | 14550 |
Видео:
|
Индукционный кузнечный нагреватель ИКН-160 |
Горячая штамповка молотков на ИКН-110 |
Экономичный индукционный кузнечный нагреватель ИКНЭ-600 |
Сопутствующие товары
| Двухконтурные градирни ДКГ |
Чиллеры ЧВ |
Многолопастные насосы Grundfos |
Индукционные кузнечные нагреватели предназначены для нагрева перед горячей штамповкой заготовок из стали, чугуна, меди, бронзы, латуни и алюминия. Прекрасное соотношение цена/качество. Персонал легко обучается работе на установке. Установки малогабаритные и легкие. Легко установить в свободное пространство около любого пресса и штампа. Заготовка быстро нагревается до рабочей температуры, что уменьшает окисление, поднимает качество выпускаемой продукции, снижает износ штампов и прессов. Большой диапазон рабочих частот. Могут работать непрерывно в три смены. Ручная, пневматическая, механическая, гидравлическая подача заготовок. Высокая производительность. Энергосберегающая технология. С помощью замены индукционной катушки перенастраивается на различные диаметры заготовок. Применяются тиристорные и транзисторные преобразователи. Футерованные индукционные катушки служат до года.
Варианты самодельных устройств
На просторах интернета размещено достаточное количество разнообразных конструкций, создаваемых для различных целей. Взять индукционный малогабаритный нагреватель, сделанный из компьютерного блока питания 250—500 Вт. Модель, показанная на фото, пригодится мастеру в гараже или автосервисе для плавки стержней из алюминия, меди и латуни.
Но для отопления помещений конструкция не подойдет по причине малой мощности. В интернете есть два реальных варианта, чьи испытания и работа засняты на видео:
- водонагреватель из полипропиленовой трубы с питанием от сварочного инвертора либо индукционной кухонной панели;
- стальной котел с нагревом от той же варочной панели.
Теперь давайте подробнее разберем, как делаются индукционные нагреватели своими руками, а главное, — как они потом функционируют.
Изготавливаем нагревательный элемент из трубы
Если вы плотно занимались поиском информации по данной теме, то наверняка столкнулись с этой конструкцией, поскольку мастер выложил ее сборку на популярном видеоресурсе YouTube. После чего многие сайты разместили текстовые версии изготовления этого индуктора в виде пошаговых инструкций. Вкратце нагреватель делается так:
- Внутрь трубы из полипропилена диаметром 40 мм и длиной 50 см наталкиваются металлические ершики для мытья посуды (можно рубленую проволоку — катанку). Они должны притягиваться магнитом.
- К трубе припаиваются отводы с резьбами для подключения к отопительной сети.
- Снаружи вдоль корпуса приклеиваются 4—5 стержней из текстолита. На них наматывается провод сечением 1.7—2 мм² со стеклоизоляцией, применяющийся в сварочных трансформаторах.
- Варочная панель разбирается и «родной» индуктор плоской формы демонтируется. Вместо него подключается самодельный нагреватель из трубы.
Как нетрудно догадаться, роль нагревательного элемента здесь играют металлические ершики, находящиеся в переменном магнитном поле катушки. Если запустить варочную панель на максимум, одновременно пропуская через импровизированный котел проточную воду, то ее удастся нагреть на 15—20 °С, что и показали испытания агрегата.
Поскольку мощность большинства индукционных плит лежит в пределах 2—2.5 кВт, то с помощью теплогенератора можно обогреть помещения общей площадью не более 25 м². Есть способ увеличить нагрев, подключив индуктор к сварочному аппарату, но здесь есть свои сложности:
- Инвертор выдает постоянный ток, а нужен переменный. Для подсоединения индукционного нагревателя аппарат придется разобрать и найти на схеме точки, где напряжение еще не выпрямлено.
- Нужно взять провод большего сечения и подобрать число витков путем расчета. Как вариант, медную проволоку Ø1.5 мм в эмалевой изоляции.
- Понадобится организовать охлаждение элемента.
Проверку работоспособности индуктивного водонагревателя автор демонстрирует в своем видео, представленном ниже. Испытания показали, что агрегат требует доработки, но конечный результат, к сожалению, неизвестен. Похоже, что умелец оставил проект незавершенным.
Как собрать индукционный котел
В этом случае дешевую китайскую плиту разбирать не нужно. Суть в том, чтобы сварить по ее размерам котловой бак, руководствуясь пошаговой инструкцией:
- Возьмите стальную профильную трубу 20 х 40 мм с толщиной стенки 2 мм и нарежьте из нее заготовок по ширине панели.
- Сварите трубки между собой по длине, стыкуя меньшими сторонами.
- Сверху и снизу к торцам герметично приварите железные крышки. Сделайте в них отверстия и поставьте патрубки с резьбами.
- К одной из сторон прикрепите сваркой 2 уголка, чтобы они образовали полку для индукционной печки.
- Покрасьте агрегат термостойкой эмалью из баллончика. Подробнее процесс сборки показан в видеоролике.
Окончательная сборка и запуск заключается в монтаже котла на стену и его врезке в систему отопления. Варочная панель вставляется в гнездо из уголков на задней стенке бака и подключается к электросети. Остается заполнить систему теплоносителем, стравить воздух и включить нагрев индуктора.
Здесь вас подстерегает та же проблема, что встречалась с предыдущей моделью. Несомненно, индукционный нагрев будет работать, но его мощности 2.5 кВт хватит для обогрева парочки небольших комнат при морозе на улице. Осенью и весной, когда температура не опустилась ниже нуля, самодельный котел сможет отопить площадь 35—40 м². Как его правильно подключить к системе, смотрите в очередном видеосюжете:
Известные модели варочных панелей
Окончательно разобраться с плюсами и минусами устройства возможно только при детальном изучении характеристик приборов от известных производителей.
Таблица 2. Обзор известных моделей индукционных плит.
| Модель, иллюстрация | Характеристика |
|---|---|
| Сквара Sif 4.8 (профессиональная плита) | Этот производитель выпускает устройства для опытных кулинаров и мастеров приготовления пищи. Преимущество оборудования – быстрый нагрев посуды при минимальном потреблении электроэнергии. На таких приборах удобно устанавливать режим температуры. |
| Электролюкс EKI 54550 | Это отдельное устройство, которое предполагает наличие варочной панели (4 конфорки) и духового шкафа. Дополнительная функция – режим «Гриль». |
| Горение EI 637E21 | Это тоже цельное устройство, которое имеет индукционную поверхность и духовку. Здесь располагается четыре конфорки. |
| Bosch PUE631 | Это модель на четыре конфорки, которая еще имеет другие функции: 9 режимов приготовления пищи, детскую защиту. Тем не менее, модель не предполагает одновременное использование 3-4 конфорок. Иначе значительно снижается интенсивность нагрева. |
Производители
- Популярны котлы «Галан». Оборудование российского производства. Применяются комплектующие, которые поставляются из-за рубежа. Приборы обладают автоматическим управлением, доступные.
- «Невский». Применяют в закрытых отопительных системах. Автоматикой задаются необходимые температурные параметры, устройство обеспечивает комфортные условия. Когда установленная температура будет достигнута, прибор отключается до небольшого остывания. Котел от компании «Невский» имеет надежную сборку, комплектующие.
- Импортный производитель Dakon (Чехия). Агрегатов с нагревателями от компании Dakon, насчитывается около 30 моделей. Возможны модели с дополнительным оборудованием – циркуляционный насос, расширительный бачок.
- Котел Kospel (Польша). Применяется в одноконтурных системах отопления.
Инновации технологии индукционного нагрева и будущее развитие
Даже с учётом того, что системы индукционного нагрева уже достигли зрелости в качестве технологии, развитие современных технологий постоянно сопровождается возможностями для новых направлений исследований.
Ближайшие годы обещают пополниться следующими темами, которые, как ожидается, должны представлять значительный интерес для индустриального сектора.
Повышение эффективности применения
Совершенство технологий производства полупроводников обещает появление систем индукционного нагрева более высокой эффективности. Кроме того, специальные формы и конструкции катушки индуктивности также обеспечат повышение эффективности технологии.
В результате улучшения следует ждать не только в плане производительности, но и в плане надежности систем индукционного нагрева.
Индустриальные машины, относящиеся к описываемой технологии, то есть – поддерживающие индукционный нагрев, уже несколько последних лет отмечаются активным совершенствованием
Технологические нагреватели, наделённые несколькими катушками – это:
- лучшее распределение тепла,
- более высокая производительность,
- гибкость процессов,
при использовании нескольких одновременно работающих катушек.
Такие системы представляют значительный технологический прорыв и всё чаще применяются не только в промышленности, но и в бытовом секторе. Однако не обходится и без проблем.
Так, следует приложить усилия для оптимизации конструкции преобразователя мощности с несколькими выходами и передовые алгоритмы управления. Другая проблема для внимательного рассмотрения, — это эффект связи между отдельными катушками.
Совершенство процесса управления и расширение применения
Усовершенствованное управление требует внедрения надёжных алгоритмов управления для обеспечения правильной работы преобразователя мощности под различные нагрузки индукционного нагрева и рабочих точек.
Управление системами, где используются несколько катушек, является еще одной проблемой. Ожидается повышение производительности и оптимизация переходных процессов за счёт внедрения блоков управления идентификацией в реальном времени с адаптивными алгоритмами.
Ожидается, что диапазон применения индукционного нагрева будет увеличиваться с ростом технологий. Прогрев материалов с низким удельным сопротивлением, а также прогрев биологических тканей, используемых для медицинских целей, являются вопросами, представляющими особый интерес.
Есть ещё другие применения, которые нуждаются в дальнейших исследованиях для оптимизации параметров процесса.
При помощи информации: UltraFlexPower
Индукционный нагреватель своими руками
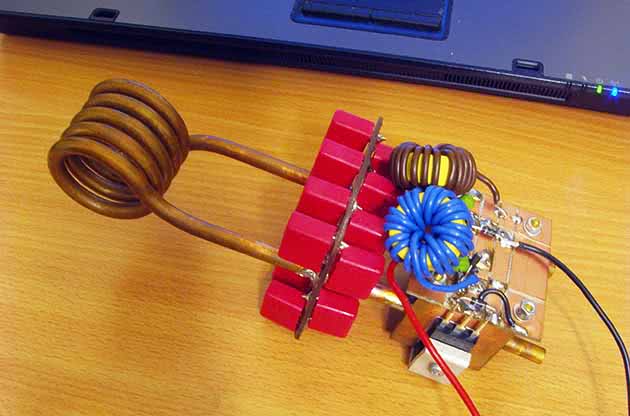
Индукционный нагреватель незаменимая вещь для кузнецов, токарей, слесарей и домашних мастеров. С его помощью всегда легко и быстро можно нагреть и даже расплавить металл, вам не нужны дорогие теплоносители, такие, как уголь и газ, достаточно подключить к прибору электричество. Происходит бесконтактный нагрев металла токами высокой частоты, по научному волнами радиочастотного диапазона. Прибор широко применяют для термообработки, закалки и гибки деталей, бесконтактной плавки, пайки и сварки, металлов. В ювелирном деле для термической обработки мелких деталей. В медицине для дезинфекции медицинского инструмента. В автосервисе слесаря нагревают заржавевшие гайки. Так же индуктор устанавливают в индукционных котлах, применяемых для отапливания жилых помещений. На этом рисунке изображена рабочая схема индукционного нагревателя, который вы легко можете сделать своими руками.

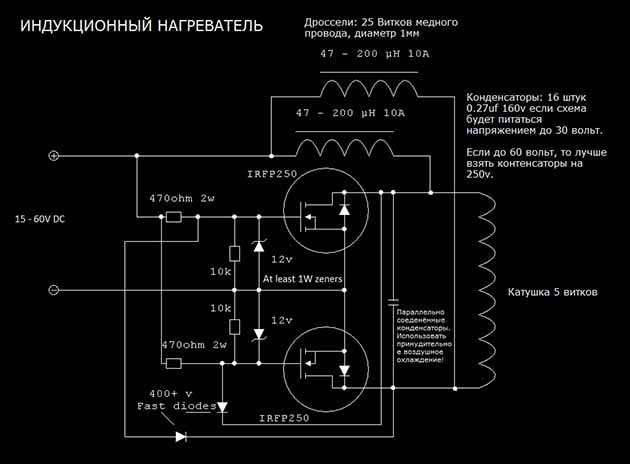
Схема индукционного нагревателя
Устройство состоит из задающего генератора высокой частоты собранного на двух мощных полевых транзисторах. Рабочее напряжение генератора зависит от мощности установленных полевых транзисторов. С транзисторами IRFP250 устройство можно питать напряжением от 12 до 30 вольт. А если установить транзисторы IRFP260, тогда напряжение питания можно поднять от 12 до 60 вольт.
Мощность индуктора заметно возрастет, температура нагрева металла поднимется более 1000 градусов, что позволит плавить металлы. В процессе работы транзисторы будут очень сильно нагреваться, поэтому их надо установить на большие радиаторы и поставить мощный вентилятор. На холостом ходу индуктор потребляет не менее 10А, а в рабочем состоянии не менее 15А, соответственно требуется очень мощный блок питания минимум на 20А.
На этом рисунке изображена печатная плата индукционного нагревателя.
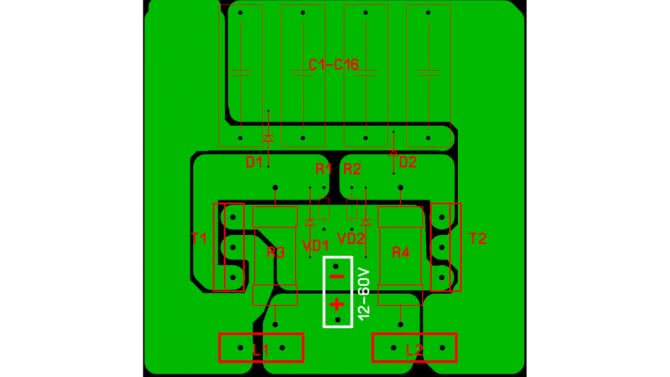
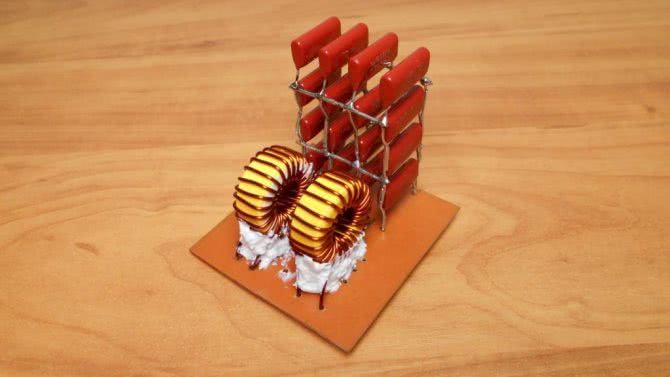
Так же вам понадобятся резисторы R1, R2 на 10К мощностью 0.25 Ватт. Резисторы R3, R4 с сопротивлением 470 Ом не менее 2 Ватт. Диоды D1, D2 ультрабыстрые UF4007 или другие аналогичные на максимальный ток до 1А. Стабилитроны VD1, VD2 мощностью не менее 5 Ватт с напряжением стабилизации 12В например 1N5349 и другие. Дроссели L1, L2 размером 27х14х11 мм желтого цвета с белой полосой я вытащил из компьютерных блоков питания. На каждый дроссель надо намотать 25 витков медного провода диаметром 1 мм желательно в лаковой изоляции, если не найдете, подойдет одножильный провод в полихлорвиниловой изоляции на скорость сильно не влияет.

Конденсаторы С1-С16 металлоплёночные 0.33 мкФ 630В, соединяются параллельно рядами 4х4, в блоке всего шестнадцать штук. С меньшим рабочим напряжением лучше не ставить, будут сильно греться. Между конденсаторами оставляйте небольшое расстояние для хорошего охлаждения потоком воздуха.
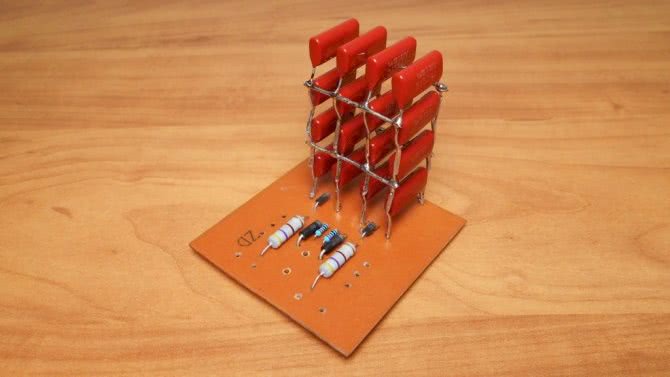
Дроссели решил приклеить силиконовым герметиком, чтобы не болтались.
Важную деталь нагревателя, индуктор я сделал из медной трубки диаметром 6 мм длинною 1 метр. Купить такую можно в любом автомагазине типа «Газовщик» и там где торгуют газо-балонным оборудованием для автомобилей. Медную трубку наматываем на кусок полипропиленовой трубы внешним диаметром 40 мм, такая труба используется в пластиковом отоплении. Делаем пять витков, расстояние между верхним краем первого витка и нижним краем пятого витка должно быть 40 мм. Концы трубы изгибаем, как на рисунке и прикрепляем к радиаторам с помощью двух клемных колодок для провода сечением 16 мм².
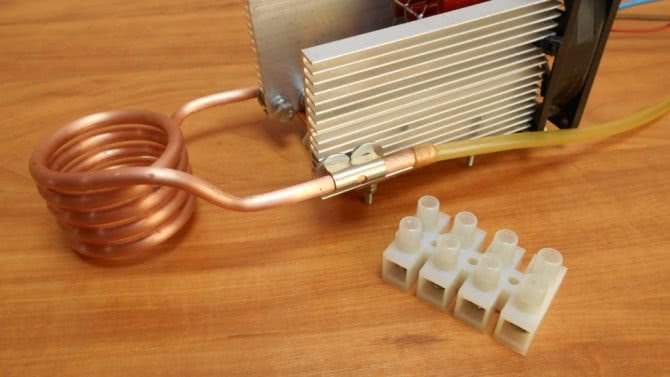
В процессе работы индуктор будет сильно нагреваться от раскаленной детали, что может привести к повреждению медной трубки, поэтому надо сделать охлаждение. На концы медной трубки я одел силиконовые трубки и подключил насос омывателя лобового стекла автомобиля. Насос от ВАЗ 2114 и силиконовые трубки купил в автомагазине. Получилась нормальная водяная система охлаждения.
Принцип действия
Для получения таких токов используется так называемый индуктор, который представляет собой катушку индуктивности, содержащую всего несколько витков толстого провода.
Индуктор питается сети переменного тока 50 Гц (иногда через понижающий трансформатор) или от генератора высокой частоты.
Протекающий по индуктору переменный ток генерирует переменное магнитное поле, которое пронизывает пространство. Если в этом пространстве окажется какой-либо материал, то в нем будут наводиться токи, которые начнут нагревать этот материал. Если этот материал – вода, то у нее будет повышаться температура, а если это металл, то через некоторое время он начнет плавиться.
Индукционные печи бывают двух типов:
- печи с магнитопроводом;
- печи без магнитопровода.
Принципиальная разница между двумя этими типами печей состоит в том, что в первом случае индуктор расположен внутри плавящегося металла, а во втором – снаружи. Наличие магнитопровода увеличивает плотность магнитного поля, пронизывающего помещенный в тигель металл, что облегчает его нагревание.

Индукционный нагреватель
Примером индукционной печи с магнитопроводом является канальная индукционная печь. Схема такой печи включает замкнутый магнитопровод из трансформаторной стали, на котором располагаются первичная обмотка – индуктор и кольцеобразный тигель, в котором располагается материал для плавления. Тигель изготавливается из жаропрочного диэлектрика. Питание такой установки осуществляется от сети переменного тока с частотой 50 Гц или генератора с повышенной частотой 400 Гц.
Такие печи используются для плавления дюраля, цветных металлов или получения высококачественного чугуна.
Большее распространение имеют тигельные печи, не имеющие магнитопровода. Отсутствие в печи магнитопровода приводит к тому, что магнитное поле, создаваемое токами промышленной частоты, сильно рассеивается в окружающем пространстве. И для того, чтобы увеличить плотность магнитного поля в диэлектрическом тигеле с материалом для плавления, необходимо использовать более высокие частоты. При этом считается, что если контур индуктора настроен в резонанс с частотой питающего напряжения, а диаметр тигеля соизмерим с длиной волны резонанса, то в районе тигеля может сконцентрироваться до 75% энергии электромагнитного поля.
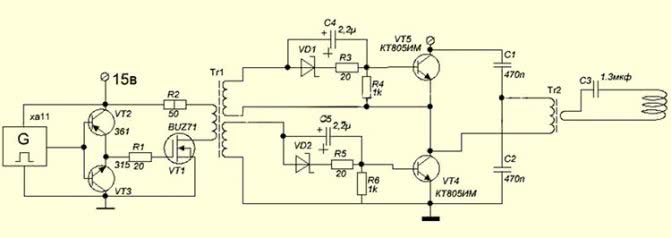
Схема изготовления индукционной печи
Как показали исследования, для обеспечения эффективного плавления металлов в тигельной печи желательно, чтобы частота питающего индуктор напряжения превышала резонансную частоту в 2-3 раза. То есть, такая печь работает на второй или третьей частотной гармонике. Кроме того, при работе на таких повышенных частотах происходит лучшее перемешивание сплава, что улучшает его качество. Режим с применением еще больших частот (пятой или шестой гармоники) может использоваться для поверхностной цементации или закалки металла, что связано с появлением скин-эффекта, то есть, вытеснением электромагнитного поля высокой частоты к поверхности заготовки.
Выводы по разделу:
- Существуют два варианта индукционной печи – с магнитопроводом и без магнитпровда.
- Канальная печь, относящаяся к первому варианту печей, более сложна по конструкции, но может питаться непосредственно от сети 50 Гц или сети повышенной частоты 400 Гц.
- Тигельная печь, относящаяся к печам второго типа, более проста по конструкции, но требует для питания индуктора генератора высокой частоты.
Высокочастотные индукционные нагреватели
Самая широкая область применения у индукционных нагревателей высокочастотного типа. Нагреватели характеризуются высокой частотой 30-100 кГц и широким диапазоном мощностей 15-160 кВт. Высокочастотный тип обеспечивают небольшой по глубине нагрев, однако этого достаточно, чтобы улучшить химические свойства металла.
Высокочастотные индукционные нагреватели легки в управлении и экономичны, и при этом их КПД может достигать 95%. Все типы работают непрерывно продолжительное время, а двухблочный вариант (когда трансформатор высокой частоты вынесен в отдельный блок) допускает круглосуточную работу. Нагреватель имеет 28 типов защит, каждая из которых отвечает за свою функцию. Пример: контроль напора воды в системе охлаждения.

- Индукционный нагреватель 60 кВт Пермь
- Индукционный нагреватель 65 кВт Новосибирск
- Индукционный нагреватель 60 кВт Красноярск
- Индукционный нагреватель 60 кВт Калуга
- Индукционный нагреватель 100 кВт Новосибирск
- Индукционный нагреватель 120 кВт Екатеринбург
- Индукционный нагреватель 160 кВт Самара
Применение:
- поверхностной закалки шестерни
- закалка валов
- закалка крановых колес
- нагрев деталей перед изгибом
- пайка резцов, фрез, буровой коронки
- нагрев заготовки при горячей штамповке
- высадка болтов
- сварка и наплавки металлов
- восстановление деталей.
подробнее
Похожие записи:
 Как эффективно экономить электричество в квартире
Как эффективно экономить электричество в квартире
 Виды шпаклевки для внутренней отделки помещений
Виды шпаклевки для внутренней отделки помещений
 Ландшафтный дизайн дачного участка: 100 красивых идей
Ландшафтный дизайн дачного участка: 100 красивых идей
 Сайдинг под камень / как применить фасадные панели под камень?
Сайдинг под камень / как применить фасадные панели под камень?
 Что такое сухой гидрозатвор для канализации
Что такое сухой гидрозатвор для канализации
 Виды и схема подключения соединительной шины-гребенки для автоматов
Виды и схема подключения соединительной шины-гребенки для автоматов