Оглавление
Какая бывает?

Холодная сварка, созданная на основе эпоксидной смолы выступает достойным конкурентом привычному способу. Она приходит на помощь в тех случаях, когда нет возможности использовать обычную в силу различного рода причин. Единственное о чем следует помнить, это уступающая прочность шва.
Состав влияет на качество соединения и агрегатное состояние.
- Жидкая. Набор включает раствор эпоксидной смолы с наполнителем и отвердитель. В отдельности компоненты инертны и могут храниться долгое время. Перед использованием выдавливается нужное количество массы в соотношении 1:1. Полученная смесь наносится на обрабатываемую деталь согласно инструкции,
- В форме бруска. Внешне практически не отличим от детского пластилина. В зависимости от состава брусок или цилиндр бывает одно и двухслойным. Верхняя часть получила более темный слой (эпоксидная смола). Сердцевина состоит из отвердителя и металлической пыли. Последняя повышает прочность и устойчивость к температурному и механическому воздействию. От массы отрезают необходимое количество и тщательно разминают руками, добавляя немного воды. Мнут в течение 5 минут. Затем наносят на поверхность. Масса быстро теряет пластичность. Поэтому склеивать следует как можно быстрее и точнее.
По способу соединения делят:
- Точечная. Для закрытия небольшого отверстия (устранение течи в трубе).
- Шовная. Масса наносится по всей длине трещины, полностью закрывая ее.
- Стыковая. Для соединения двух деталей.
- Тавровая. Склеивает латунные шпильки, шинопроводы электровозов.
- Сварка со сдвигом. Применима для труб подающих воду, отопительных систем, линий передач на железной дороге.
Выбор клея определяет состав и спецификация. Ассортимент охватывает практически все сферы жизнедеятельности человека. В зависимости от целевого назначения выделяют:
- Универсальные. Применяются для работы практически со всеми материалами. Имеет наименьшую прочность. Выдерживает температуру до 260С. Рассчитана на склейку полимеров, керамики, дерева, металла, пластика, Взаимодействуют с металлом только в тех случаях, если он не используется в жестких условиях. Выступают незаменимым помощником в домашнем хозяйстве.
- Работа под водой. Двухкомпонентные влагоустойчивые составы востребованы у сантехников. Средство наносят непосредственно на протекающую трубу. Представлены в жидкой и полужидкой форме.
- Автомобильные. Трещины, сквозные отверстия и течи хорошо знакомы каждому владельцу транспорта. Для решения подобных проблем составы должны быть устойчивыми к окислителям, температурным перепадам, вибрации. Прочность разрыв составляет не менее 200 ньютон. Брусковая сварка полностью заполняет возникшую деформацию.
- Для металла (чугун, алюминий и др.). В составе содержится определенный наполнитель, который надежно соединяет практически все типы поверхности.
- Бетонные. Группа получила повышенные скрепляющие качества. Это связано с высокой гигроскопичностью и выделение пыли. К ее помощи прибегают при восстановлении памятников, статуй, изделий и при необходимости, что либо закрепить не прибегая к сверлению.
Популярные клеи для сварки холодным способом
Известными марками клея для сварки холодным способом являются:
- Abro Steel (США) – смесь универсального назначения, в состав которой входят компаунды керамико— и металлополимерные на основе эпоксидной смолы. Холодная сварка Abro Steel выдерживает воздействие агрессивных веществ и сохраняет склеивающие свойства при температуре не выше 260 °C. Место соединения можно подвергать механической обработке на станках разного назначения и красить.
- Mastix (Россия) – термостойкий универсальный клей для соединения холодным свариванием. Состоит из эпоксидной смолы, в составе которой имеются аминовые смолы и наполнители минерального и металлического происхождения в виде пыли. Работает в интервале температур от минус 60 до 250 °C.
- Рoxipol (Уругвай) – двухкомпонентный клей универсального назначения. Состав устойчив к жидкостям и способен выдержать температуру не выше 120 °C. Поксипол клеит быстро (затвердевает за 10 мин.) и качественно изделия транспортных средств, кухонные принадлежности, баки для воды, рамки для зеркал и другие предметы. Применяют его и при реставрационных работах.
- Белый Титан (США) – универсальная быстросохнущая смесь, в составе которой помимо эпоксидной смолы имеются наполнители титановые, бронзовые и стальные в определенной пропорции. Затвердевает за 15 мин., выдерживает температуру до 260 °C. Используется для ремонта труб разного назначения, санитарно-технических изделий и при восстановительных работах.
- Алмаз пресс (Украина) – недорогой клей для выполнения сварки холодным способом. Предназначен для соединения в бытовых условиях металлических изделий и поверхностей из разных марок металлов, включая мокрые и замасленные. При использовании состава поверхности необязательно зачищать до металлического блеска. Время отвердения – 1 час.
Поиск записей с помощью фильтра:
Как пользоваться?
При соединении деталей и элементов при помощи специальных клеящих составов и пластичных масс нужно тщательно соблюдать инструкции, рекомендованные производителем. В большинстве случаев порядок действий будет неизменным.
Подготовка поверхности. Металлические детали тщательно зачищают абразивным способом. Необходимо удалить следы ржавчины, нагара, пайки или сварки. Поверхность должна быть шероховатой – так сцепление будет более надежным. И пластиковые, и металлические детали тщательно обезжириваются.
Подготовка состава. От пластифицированного бруска отрезают кусочек нужного размера (от каждой части). Жидкий состав выдавливается, в него добавляется отвердитель. Нужно размять или размешать средство, чтобы началось выделение тепла.
Сварка. Разогретую смесь наносят на соединяемые области, выравнивая их поверхности в районе шва
Важно быстро произвести позиционирование. Качественные составы схватываются и твердеют за короткое время.
Окончательное закрепление
В зависимости от марки и особенностей состава полная его полимеризация занимает от нескольких часов до суток. В случае экстренного ремонта нужно выждать хотя бы 20-30 минут. Этого хватит, чтобы выполнить первичное скрепление деталей в дороге, а затем доехать до места назначения или СТО.




Существует и ряд правил, касающихся непосредственной работы с жидкой сваркой. Несмотря на ее малую токсичность и высокую эффективность, неправильное обращение может негативно повлиять на прочность соединения или навредить здоровью человека. Следуя простым рекомендациям, все эти факторы риска можно свести к минимуму. Можно выделить несколько полезных практических советов от специалистов.
Использование средств защиты. Оптимальным выбором станут строительные перчатки с обливным покрытием, частичным или полным, цельные нитриловые изделия. Они не вступают в реакцию с клеем.
Тщательное дозирование. При склеивании в нескольких точках клей или пластичную массу готовят порционно, небольшими партиями, на 1 раз. Это позволит поддерживать состав в нужном состоянии, избежать его твердения до того, как прочное соединение будет установлено.
Соблюдение пропорций. Их нельзя нарушать, менять и увеличивать, рассчитывая на повышение прочности крепления при более обильном нанесении. Изменение рекомендованного количества жидких или пластифицированных компонентов приводит к тому, что состав хуже застывает или меняет свои характеристики.
Предварительное смешивание. При использовании жидких двухкомпонентных вариантов сварки производитель допускает их соединение сразу в месте образования шва. Но опытные мастера советуют сначала соединять их в стеклянной емкости, смешивать, а затем наносить на место крепления. Такой шов будет прочнее.
Этап обезжиривания и зачистки. Его можно пропустить, адгезионных свойств материала хватит для того, чтобы выполнить склеивание. Это можно использовать в ситуации, когда приходится применять сварку вне мастерской.
Период склеивания
Важно учесть, что во время первичного соединения категорически запрещается подвергать соединяемые элементы механическим нагрузкам. Это создаст дополнительное напряжение, ухудшит прочность сварки
Обычно это правило распространяется только на первые 30-60 минут после нанесения составов.

О особенностях сварки смотрите в следующем видео.
Холодная сварка алюминия
Применяется сварка алюминиевых сплавов холодным способом в разных отраслях промышленности при изготовлении корпусов приборов, изделий бытового назначения и быту. Трещины, пробои или изношенность поверхностей глушителей, аккумуляторов, радиаторов, головок блока цилиндров, поддонов картеров, бензобаков и других деталей автомобилей многие владельцы исправляют самостоятельно холодным способом. Составы, которые подходят для сварки алюминиевых сплавов, выпускаются в упаковке с указанием количества в граммах в виде двухкомпонентной жидкости и цилиндра определенной длины и веса, в который помещен пластилинообразный состав. Работать ими можно при температуре от минус 40 до 300 °C. Это значит, что соединение можно осуществлять на морозе и качество его будет высоким независимо от температуры окружающей среды. Полное время застывания не превышает 5 часов. Но это время может быть значительно ниже указанной цифры. Указывается на упаковке и в инструкции по эксплуатации.

Как пользоваться холодным способом сварки для алюминия? К нюансам работы относят выполнение таких указаний:
осуществлять подготовку соединяемых или ремонтируемых частей к склеиванию (очищать от загрязнений, следов масла, пыли до блеска металлическими щетками и наждачной бумагой и обезжиривать специально предназначенными для этих целей составами);
правильно выполнять подготовку смеси (двухкомпонентный состав перемешивают в необходимых количествах в емкости, которая не должна быть изготовлена из металла; готовую массу наносят шпателем на соединяемые части или в месте устранения дефекта; пластилинообразный состав отрезают в нужном количестве от цилиндрического бруска и разминают в руках; масса готова к применению);
наносить приготовленную смесь неметаллическим инструментом;
очищать излишки смеси сразу после ее нанесения;
наносить слой клея не толще 5 мм, при необходимости нанесения по толщине, превышающей этот показатель, каждый раз выдерживают время высыхания и только после этого наносят следующий слой;
работать с соблюдением мер предосторожности и безопасности (в респираторе и перчатках).
К достоинствам продукта можно отнести:
- Доступную цену.
- Отсутствие трещин после высыхания.
- Простое применение.
- Высокую надежность после застывания.
- Возможность применение для моделирования.
- Отсутствие усадки.
- Устойчивость к повышению температуры.
Можно сказать, что холодная сварка не имеет недостатков, но существуют ограничения, которыми она обладает. В том случае если ожидать от такого клея чего-то масштабного, скромные характеристики эпоксидного состава могут показаться недостатком. Но все же нельзя сравнивать данное вещество с классическими способами соединения заготовок. Электродуговая сварка всегда более эффективно обеспечит соединение металла, как и шуруп, который крепит две деревянные детали. Клей относится к экстренному способу быстрого ремонта или применяется в тех случаях, когда нужно смоделировать отколовшуюся часть изделия, заменив его застывшим эпоксидным составом.
Что представляет сварочный состав, характеристики и виды
Основой для сцепления металлических частей друг с другом служит специальный клей. Он представляет собой пластичную массу, глубоко проникающую внутрь металла. Под влиянием составляющих компонентов разрушается оксидная пленка и образуется прочная кристаллическая решетка. Процесс склеивания схож со сваркой давлением. Технология применяется для соединения цветных, черных и нержавеющих металлов.
Состав клеящих композитов
Ингредиенты холодной сварки влияют на прочность шва, время застывания, параметры температурного режима, которые он выдерживает. От состава смеси зависит область ее применения. Основу клея различных производителей составляют:
- Эпоксидная смола. Компонент, обеспечивающий однородность структуры, сцепление частиц состава, и его пластичность.
- Отвердители. Вещества, ускоряющие полимеризацию и затвердевание клея.
- Наполнители. Металлические или минеральные порошки, повышающие прочность шва, устойчивость к воздействиям, температуру выдержки.
- Пластификаторы. Ингредиенты, придающие пластичность и увеличивающие сопротивляемость к ударам и механическим воздействиям.
Работу с каждым отдельным видом клея необходимо проводить в соответствии с технологической инструкцией. Эксплуатация обработанных объектов должна осуществляться с соблюдением условий, рекомендованных производителем.
Разновидности холодной сварки для металла
По консистенции клей для сваривания бывает жидкий и твердый. В первом случае продукт представляет собой два компонента, которые смешиваются друг с другом перед применением. Твердая клеевая масса продается в виде однородной или двухслойной пасты. Оба состава после высыхания образуют прочное крепление.
В зависимости от сферы применения холодная сварка бывает четырех видов:
- Универсальная. Клей, в состав которого входят полимеры. Материал подходит для сцепления металлических, пластиковых, резиновых поверхностей.
- Автомобильная. Композит, предназначенный для заделки щелей и ликвидации незначительных повреждений на металлических частях автотранспорта.
- Высокотемпературная. Сварка, отличающаяся повышенной вязкостью и стойкостью к воздействию высоких температур. Сварной шов после застывания выдерживает t от -60°C до +1500°C.
- Водостойкая. Данный вид клея имеет двухкомпонентный состав, не теряющий прочности при постоянном нахождении в воде. Это идеальный материал для ремонта коммуникационных сетей.
Готовая масса для склеивания быстро становится непригодной к применению. Поэтому нецелесообразно перед началом работ делать заготовки в большом объеме.
По назначению и месту нанесения композит бывает:
- Точечный. Используется для устранения небольших зазоров, сваривания мелких деталей с крупными объектами.
- Шовный. Для ремонта герметичных тонкостенных емкостей и сосудов.
- Тавровый. Применяется для фиксации шпилек, обмоток трансформатора, шинопроводов.
- Стыковой. Используется для сварки проводки, замыкания концов, образования колец.
- Сварка сдвигом. Подходит для ремонта водопроводов и труб системы отопления.
От состава клея зависит способность сварного шва выдерживать определенный диапазон температур. Эти величины указываются на упаковке продукта. Соблюдение допустимых минимальных и максимальных параметров гарантирует прочность и надежность крепления.
Виды и назначение
Холодная сварка может использоваться для алюминия. Нанеся клей, детали прижимают плотно и выдерживают под гнетом примерно 40 минут. Окончательно застынет смесь через 120-150 минут. Такая методика способна как связать плоские детали, так и закрыть дыры и трещины с минимальными усилиями.
Пластиковые конструкции (в том числе на основе ПВХ) могут быть соединены холодной сваркой на промышленных объектах и в домашних условиях. В основном, такие смеси призваны соединять пластмассовые трубы отопления, водопровода, канализации. Холодная сварка для линолеума может быть использована и для связывания изделий из жесткой резины. Следует заметить, что стыки между частями линолеума, если выполнить их именно таким образом, куда лучше, чем при применении прочих клеев или двустороннего скотча.
Холодная сварка для металла, в том числе меди, позволяет закрыть течи в различных трубопроводах и резервуарах.
Причем емкости могут быть:
- заполненными на 100%;
- полностью пустыми;
- находящимися под ограниченным давлением.
А это значит, что починка прохудившихся батарей, радиаторов, канистр и бочек, других емкостей может проводиться и без слива жидкости. Для ремонта трубопроводов с горячей водой могут использоваться даже недорогие варианты клея, они легко переносят нагрев до 260 градусов. Но необходимо обязательно выяснить, действительно ли соблюдается это условие или температура будет более высокой. Высокотемпературная разновидность холодной сварки сохраняет свои рабочие качества при нагреве до 1316 градусов. Она позволяет соединить между собой подвергающиеся нагреву поверхности, которые сложно или невозможно сваривать традиционным способом.

Две самых массовых разновидности клея, – это, конечно, для чугуна и для «нержавейки». Путать их между собой не следует, потому что каждая подходит только для «своего» металла.
Универсальная модификация холодной сварки позволяет:
- чинить металлические изделия;
- ремонтировать автомобили;
- соединять детали даже под водой.


Наиболее прочными и устойчивыми закономерно оказываются те клеи, которые предназначены исключительно для работы с металлом, деревом и полимерами одновременно. Преимуществом использования таких смесей при ремонте сантехники оказывается то, что выполнить работу могут даже непрофессионалы, не имеющие сложного оборудования. Универсальные составы могут быть также использованы при склеивании керамики, полипропиленовых изделий. Независимо от конкретного предназначения, жидкая сварка выпускается наравне с продуктами, имеющими консистенцию пластилина.


Что такое холодная сварка?
Холодная сварка – процесс, при котором происходит соединение двух твердых тел без нагрева свариваемых деталей на стыке соединения. Отличительной особенностью холодной сварки металлов является отсутствие фазы расплавления.
На первый взгляд, холодная сварка может показаться волшебством. Многие люди не могут понять, как может производится процесс соединения без нагрева, электрического тока или специальных растворов. Если посмотреть видео – у многих возникает мысль: «Это что-то магическое». На самом деле никакой магии нет.
Метод холодной сварки основан на использовании пластической деформации, с помощью которой разрушают на свариваемых поверхностях хрупкую пленку окислов. В настоящее время известно, что сила сцепления от контакта может быть значительно увеличена благодаря сильному сжатию деталей между собой, увеличению времени контакта, повышению температуры деталей, а также от комбинирования вышеперечисленных факторов.
Основная трудность подготовки поверхности деталей заключается в тщательном удалении с нее органических и окисных пленок. Органические пленки – это тонкие пленки масел, жирных кислот и парафинов, покрывающие свариваемые поверхности. Препятствуют сцеплению также пленки адсорбированных на поверхности газов.
При контакте с кислородом или другими реактивными веществами происходит образование поверхностных слоев, которые в значительной мере или полностью исключают вероятность возникновения эффекта холодной сварки. Ведь именно образующаяся из-за содержания кислорода в воздухе на поверхности металла оксидная пленка не дает соединиться свариваемым деталям в нормальных условиях. Кстати, даже при помещении в вакуум оксидная пленка не исчезает, то есть поверхность металла требует дополнительной очистки.
При холодной сварке металлы соединяются благодаря совместному пластическому деформированию по поверхности их взаимного контакта. Образование цельнометаллического соединения происходит за счет возникновения металлических связей между соединяемыми металлами. Эти связи возникают между атомами при сближении поверхностей соединяемых материалов в результате образования общего электронного облака, взаимодействующего с ионизированными атомами обеих металлических поверхностей. Сварное соединение образуется только путем деформации, без нагрева извне. Это обстоятельство позволяет сваривать термически разупрочняемые материалы без нарушения их физических свойств. Отсутствие нагрева исключает опасность образования хрупких интерметаллических прослоек в зоне контакта разнородных металлов (например, алюминия и меди). Холодную сварку можно выполнять во взрывоопасной среде, возможна герметизация объектов, нагрев которых недопустим (это широко используют в промышленности).
В реальных условиях нет идеально чистых и гладких металлических поверхностей. На них имеются неровности, выступы, окисные, адсорбированные пленки, органические пленки, которые препятствуют сближению поверхностей на расстояния действия межатомных сил. Поэтому получение сварного соединения возможно только при значительных пластических деформациях, приводящих к сминанию выступов, разрушению и раздроблению поверхностных слоев и их удалению из зоны сварного соединения вследствие пластического течения. В результате в контакт вступают по всей свариваемой поверхности чистые слои металла, между которыми образуется металлическая связь.
Исследования показали, что даже у самых гладких поверхностей металлических деталей есть шероховатости, и именно эти высокие точки прикасаются к противоположной детали. В процессе образования сварного шва фактически участвуют лишь несколько тысячных долей процента площади поверхности детали, но этих микроскопических участков вполне достаточно для создания мощных молекулярных соединений. Так что при соблюдении необходимых показателей гладкости свариваемых поверхностей деталей между точками соприкосновения создается мощнейшая связывающая сила.
Снижение прочности сварного соединения за счет уменьшения толщины металла в месте соединения до известной степени компенсируется повышением прочности деформированного металла, получающего наклеп. Например, предел прочности технически чистого алюминия в зоне максимальной деформации возрастает примерно в два раза.
Применение холодной сварки для металла
Работу с ремонтным составом значительно упрощает знание некоторых нюансов.
- Жидкие составы в шприцах. При надавливании клей и отвердитель вытекают одновременно и смешиваются. Однако, такой состав не следует наносить сразу. Нужно выдавить немного в емкость, а затем перемешать еще раз.
- Количество состава. Состав следует готовить небольшими порциями. Сварка первично схватывается уже через 5-20 минут, поэтому, приготовив большую порцию состава, можно не успеть ее использовать.
- Пластик и дерево. Чтобы скрепить столь разнородные материалы можно также применить холодную сварку для металлов, о чем, как правило, упоминается в инструкции.
- Чистка и обезжиривание поверхности. Как уже говорилось выше, делать это вовсе необязательно, потому что современная сварка приклеивается и к жирной плоскости. Однако, работа со сваркой по очищенной поверхности гарантирует более качественный результат ремонта.
- Нагрузка. Пока ремонтный состав на отремонтированном участке полностью не высох, крайне нежелательно воздействие на него любых механических нагрузок.
- Качество работы. Заключается в тщательном и точном отмеривании количества сварки и отвердителя для создания ремонтной смеси. Смесь следует перемешивать с особой тщательностью.
- Перчатки. Из-за негативного влияния некоторых компонентов сварки на человеческую кожу при работе следует надевать перчатки.
Как пользоваться холодной сваркой для металла
В первую очередь следует заняться подготовкой, которая является очень важным процессом. При неправильной подготовке качество схватывания сводится к минимуму и при первой же проверке придется все переделывать. Порядок действий таков:
- Очистка поверхности от грязи, масла и жира. Делается это при помощи наждачной бумаги, абразивной очисткой и различных очистителей. Это помогает улучшить адгезию.
- С составом нужно работать в защитных перчатках. Если он представлен в жидком виде, то его нужно выдавить из двух тюбиков, после чего тщательно перемешать. Если же в пластилинообразном, то просто отделить от общей массы необходимое количество. Не стоит брать слишком много, так как после этого второй раз использовать материал не получится.
- При разминании состав разогревается и затвердевает, при этом сохраняя нужный уровень эластичности. Как только он дойдет до нужной консистенции, то его можно наносить на поверхность деталей.
- После нанесения можно зафиксировать все при помощи жгута.
- При ремонте труб нужно проводить разглаживающие движения, пока материал полностью не примет требуемую форму.
- После нанесения следует выждать от 1 до 3 часов, пока все не затвердеет. Как правило, это не полное затвердевание, так за это время схватывается 95% состава.
После проведенных процедур возникает вопрос, как убрать холодную сварку с металла. Ведь по окончании работ могут оставаться мелкие неэстетичные куски, которые будут мешать. Лучше сразу их снимать с помощью шпателя или других подобных средств, пока состав еще полностью не застыл. Если же прошло долгое время, то может потребоваться более серьезный подход. Одним из самых простых способов как удалить холодную сварку с металла, является отстукивание молотком чтобы лишний материал отстал от поверхности.

Как пользоваться холодной сваркой для металла
Способы использования
Перед тем, как приступить к работе, нужно приготовить все, что вам может понадобиться:
- сварочный материал,
- ацетон,
- лист наждачной бумаги,
- при необходимости – зажимы,
Пошаговая инструкция сварки пластиковых труб отопления:
- первое, что нужно сделать – это, тщательно подготовить ремонтируемую поверхность материала.
Срезы труб, сначала, необходимо обработать наждачной бумагой, а затем обезжирить.Имеющиеся на изделии неровности повысят уровень адгезии с клеящим веществом.
Остатки жира, при вступлении в химическую реакцию с составными частями холодной сварки, ухудшат ее характеристики; -
далее – определяем точное допустимое отклонение перпендикулярности граней.
Если в вашей системе отопления присутствуют трубы, сечением 20 – 40 мм, допуск не должен превышать двух миллиметров;
- для того, чтобы точно определить размер обрабатываемой поверхности, на концах пустотелого изделия нужно отмерить половину длины муфты;
- по этим отметкам с трубы снимаем тонкий слой материала (максимум 0,2 мм) и удаляем все заусеницы;
- готовим клеящий состав: смешиваем все ингредиенты до получения однородной массы.
При использовании пластилинообразной мастики, необходимо руки смочить в чистой воде.
Если этого не сделать, паста прилипнет к коже.
С жидкими составами нужно работать очень быстро; - Готовую смесь наносим на ремонтируемую поверхность.
Для улучшения эффекта склеивания, стоит воспользоваться специальным зажимом.
В прилагаемой к изделию инструкции указано, с какой силой допускается воздействие на шов.
Трубопровод, который подвергался ремонту методом холодной сварки, вводится в эксплуатацию не менее, чем через 8 часов после проведения сварочных работ.
Выбор состава и лучшие марки
При покупке материала обращают внимание на эксплуатационные характеристики. Сварное соединение должно выдерживать нагревание, механические воздействия
При больших объемах работ выбирают прочно и быстро схватывающиеся виды клея.
Лучшими считают составы следующих брендов:
- Poxipol. Универсальный двухкомпонентный клей применяют для соединения деталей из разных материалов. Средство поставляется в 2 тубах, помещенных в картонную коробку. Оно может использоваться для ремонта конструкций, находящихся на улице. Допускается работа при отрицательных температурах. В таком случае время затвердевания увеличивается. Холодная сварка не растекается, не сминается. Она не содержит растворителей, поэтому не представляет опасности для человека.
- Tytan. Сварочное средство состоит из эпоксидной смолы, усиленной пластификаторами и отвердителями. Время застывания не превышает 30 минут. Начинать пользоваться деталью можно через час. Диапазон рабочих температур – -60…+130 °С. Сварку “Титан” применяют при ремонте технических средств, механизмов и конструкций, используемых при высокой температуре.
- Водостойкий клей Mastix. Многокомпонентное средство содержит эпоксидные полимеры, наполнители, пластификаторы, отвердители. При распределении клея тонким слоем время схватывания составляет 7 минут. Диапазон эксплуатационных температур – -60…+200 °С. Сварка прочно соединяет не только пластмассовые, но и металлические детали.

Марки холодной сварки.
Критерии выбора
Не существует единого ответа на тему, какая холодная сварка самая хорошая для металла, потому что идеальных составов не бывает
При выборе, необходимо обращать внимание на следующие факторы:
В первую очередь необходимо изучить состав. Чтобы шов между металлическими деталями был наиболее прочным, структура эпоксидной смолы должна быть более однородной.
При использовании склейки на высокотемпературных приборах, требуется посмотреть, какие температуры выдерживает средство после затвердевания. Шов потеряет свою прочность при разогревании выше допустимой температуры.
Время застывания
При необходимости провести быстрые ремонтные работы, важно покупать быстрозастывающий клей.
Преимущества холодного сваривания
У любого способа соединения деталей есть как сильные, так и слабые стороны. Преимущества холодной сварки:
- Надежность соединений.
- Нет затрат электроэнергии или газа.
- Чтобы использовать холодную сварку, не нужно дополнительно учиться.
- Процесс нанесения происходит с помощью подручных средств.
- При правильном применении и качественном составе, готовый шов получается прочнее, чем склеиваемый материал.
- Быстрое застывание. Начинать использовать склеенную деталь, можно уже спустя 2–3 часа.
- Отсутствие отходов после применения.
В отличие от горячей сварки, холодный состав не подвергает предмет нагреванию и последующему разрушению.
Производители
Ниже будут обозначены известнейшие производители холодной сварки:
- Poxipol;
- Penosil;
- Zollex;
- Алмаз;
- Alteco;
- Nowax.
Существуют и другие компании, изготавливающие смеси для склейки металла, однако, здесь были представлены самые популярные.
Инструкция по применению
Чтобы пользоваться холодной сваркой для металла, не нужно иметь дорогую аппаратуру и обладать навыками. Способ применения в зависимости от вида состава может отличаться, но основные рекомендации по подготовке поверхности и нанесению будут одинаковы для всех видов клея.
Рассмотрим, как использовать сухую смесь для склеивания металлических оснований.
- Наждачкой делается зачистка обрабатываемых деталей в том месте, где наносится клей. На деталях должен быть виден чистый металл с царапинами от наждачки.
- Очищенную и зашкуренную поверхность нужно подсушить, обезжирить. Жировой налёт быстро удаляется ацетоном или уайт-спиритом. Наносить сварку можно на мокрую поверхность, но прочность шва будет снижена.
- Чтобы предотвратить прилипание составляющих клея к рукам, нужно предварительно смочить ладони водой.
- Берётся туба с клеем, от неё отрезается необходимый кусок и разминается пальцами. При разминании смешиваются составляющие клея. Получившуюся субстанцию нужно быстро нанести на подготовленную поверхность.
- Подождать несколько минут, пока состав начнёт затвердевать.
Когда клей полностью высохнет, шов нужно будет аккуратно зачистить, подготовить к покраске.
Как работать с холодной сваркой по металлу
Основной порядок действий для работы с металлами следующий:
- Сначала подготовить склеиваемые детали. С поверхности, куда будет нанесен состав, удалить (до металла) следы ржавчины и окислов наждачной бумагой.
- Поверхность обезжирить и удалить следы влаги уайт-спиритом или ацетоном. Хотя клеящие составы можно использовать для скрепления мокрых поверхностей, самый крепкий шов получится, если деталь будет сухая и чистая. Быстро удалить влагу можно с помощью фена.
- Подготовить смесь в соответствии с инструкцией производителя. Чтобы избежать прилипания клеевой массы к рукам, их можно смочить водой. Еще удобнее использовать тонкие перчатки.
- Отрезав от тубы с составом кусок нужной величины, тщательно размять его до образования однородной массы, по консистенции напоминающей пластилин. Срез сделать под углом 90°, чтобы избежать перемешивания отвердителя со смолой.
- Полученную субстанцию нанести на поверхность, аккуратно разровняв и дождавшись полного застывания состава. Для заделывания крупных отверстий применяется металлическая накладка, которая фиксируется на поверхности рабочим составом.
- При необходимости зачистить шов абразивными материалами и покрыть краской.
Похожие записи:
 Все варианты углубления колодца своими руками
Все варианты углубления колодца своими руками
 Регулировка реле давления насосной станции: настройка с нуля, распространенные ошибки
Регулировка реле давления насосной станции: настройка с нуля, распространенные ошибки
 Сколько стоит и где применяется армирующая лента для гипсокартона
Сколько стоит и где применяется армирующая лента для гипсокартона
 Производитель отопительных радиаторов sti и их характеристики
Производитель отопительных радиаторов sti и их характеристики
 Сколько стоит провести воду в частный дом
Сколько стоит провести воду в частный дом
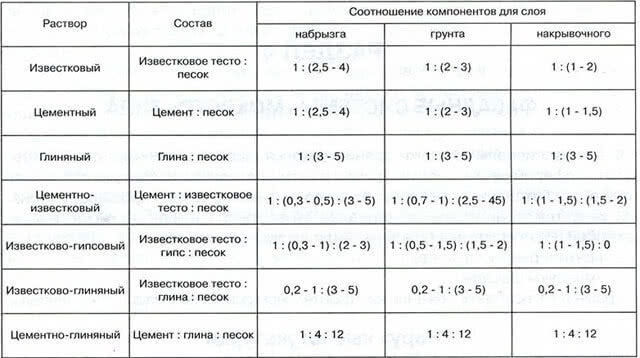 Как приготовить раствор для штукатурки печи: состав, пропорции
Как приготовить раствор для штукатурки печи: состав, пропорции