Оглавление
Облуживание провода с помощью паяльника
Лужение проводов паяльником Для качественного выполнения работы важно уверенно владеть паяльником. Если закрепившиеся навыки отсутствуют, не удастся залудить и припаять провод
Существуют разные модели паяльников, каждые обладают своими техническими характеристиками – мощность, габариты и т.д. Начинающему мастеру рекомендуется отдавать предпочтение паяльным станциям, где есть возможность регулировать температуру нагревания самостоятельно.
Достоинства и недостатки гальваники. Сравнение с горячим методом.
Как мы уже знаем, металл на поверхность можно наносить разными способами. Например, самый распространенный — горячий метод. Это когда изделие погружают в огромный бассейн расплавленного металла. Сравним его с гальваникой.
Достоинства гальваники:
1)Можно максимально точно задавать толщину покрытия (точность до 1 мкм). В то время как у горячего метода толщина 200-400 мкм
Это особенно важно для высокоточных изделий. Будет неприятно, если из-за толстого покрытия Ваше изделие не пройдет в сборку по допускам
2)Множество покрытий. Гальванически можно нанести более 40 различных металлов, горячим методом не более 10.
3)Настройка процесса. В гальванике можно корректировать расвтор для получения покрытия с разными свойствами (например, блестящее или матовое хромирование).
4)Равномерность покрытия. Часто в изделиях с большим количеством внутренних полостей горячим методом невозможно достичь равномерную прокрываемость полостей, иногда полости остаются без покрытия вообще. В гальванике все равномерно.
Недостатки гальваники:
1)Низкая производительность. Относительно горячего метода, которым можно покрывать сотни тонн изделий в сутки. Гальванику дольше настраивают.
2)Высокая цена. Исходя из низкой производительности. Гальваника всегда дороже горячего метода, просто потому что требования к покрытию выше.
3)Требования к техническому заданию. Если Вы хотите качественное нанесение покрытия – максимально подробно опишите требования. Если не знать, что ты хочешь – получишь точно не то.
4)Редко подходит для особо-крупных изделий. Если у изделия большая площадь – на покрытие потребуется огромное количество тока. Мало предприятий в России имеют такие производственные мощности.
Комбинированные процессы.
Комбинированные процессы позволяют получать многослойные покрытия из разных классов, например, химическое + иммерсионное (в чем и состоит их отличие от многослойных гальванических). Рассмотрим в качестве примера процесс ENIG.
6.1 ENIG.
ENIG (4 мкм химникеля + 0,05-0,1 мкм иммерсионного золота) обладает неплохой смачиваемостью и способностью к многократной перепайке при больших температурах. Роль тонкого слоя Au в ENIG — защищать никель от окисления, а никель в свою служит барьером, предотвращающим взаимную диффузию золота и меди. При пайке золото быстро растворяется в припое и припоем смачивается чистая неокисленная поверхность никеля.
Иммерсионное золото можно было бы осадить и прямо на медь, но его диффузия приводила бы к быстрой потере паяемости из-за превращения тонкого слоя золота в интерметаллид состава CuxAuy. Защитный подслой никеля толщиной 3-6 мкм предотвращает этот процесс диффузии и потерю паяемости.
ENIG обладает весьма важной особенностью, которая называется «черная контактная площадка». Возникновение этого явления приводит к потере смачиваемости и непрочным паяным соединениям (припой скатывается)
Суть черной контактной площадки заключается в том, что на поверхности никеля выделяется слой фосфора (т.к. в химического никелевого покрытия входит и фосфор). Когда иммерсионное золото растворяется в припое, слой фосфора обнажается. Другой причиной появления черных контактных площадок является передержка пайки (когда активно образуются интерметаллиды SnхNiy и SnnPm). И, наконец, сам процесс золочения может приводить к образования черных контактных площадок. В этом случае происходит сильная коррозия Ni в процессе иммерсионного осаждения Au. Если кристаллическая структура осажденного Ni имеет большие межкристаллитные прослойки (рисунок 11), то не вся поверхность Ni сможет участвовать в реакции золочения. Покрытие тогда будет осаждаться сплошным, но в полостях под ним создадутся очаги коррозии за счет сильной гальванопары «золото-никель», где никель будет выступать анодом (рисунок 12).
Рисунок 5 — Кристаллическая структура химически восстановленного Ni с большими межкристаллитными прослойками.
Рисунок 6 — Черная контактная площадка.
В последнем случае хорошим решением может быть либо использование нейтральных растворов иммерсионного золочения, либо использование никелевого покрытия с аморфной структурой. Мелкокристаллическая структура Ni с межкристаллитными прослойками образуется при содержании P до 7%. При большем содержании P — от 7 до 12 % — структура никелевого слоя приобретает аморфную форму и не имеет границ зерен. И тогда реакция замещения никеля золотом происходит равномерно по всей поверхности, что в дальнейшем предотвращает процессы окисления никеля.
Несмотря на явление «черных контактных площадок» ENIG имеет явные преимущества:• жизнеспособность более года;• хорошая смачиваемость припоем при правильном подборе флюса;• плоская неокисляемая контактная поверхность;• хорошая коррозионная стойкость;• длительно сохраняемый декоративный вид.
Недостатки: • капризно в выборе флюсов, • цена примерно на 25% выше, чем у OSP;• характерный дефект — черные контактные площадки.
Читайте втрую часть этой статьи:
Тонкости проведения лужения проводов
Лужение проводов состоит из множества нюансов, которые становятся доступными с опытом. Далее представлены некоторые советы от профессионалов о том, как облегчить и улучшить процесс облуживания:
- Чтобы залудить провод большой длины, целесообразнее использовать тигель или печь.
- При выполнении пайки заводских деталей не нужно делать облуживание. Все контактные части уже очищены от примесей.
- Удалять слой лака с проводников мелкого сечения гораздо проще при помощи зажигалки. Достаточно обжечь контактную часть и удалить образовавшийся нагар.
- При работе с припоем рекомендуется использовать плоскую часть жала паяльника.
- Старые паяльники со временем разогреваются до больших температур. Это приводит к тому, что припой скатывается с жала в процессе пайки. Для исключения проблемы следует подключать прибор к электрической сети непосредственно перед выполнением облуживания.
Использование плоской части жала паяльника для лужения оплетки
На растительных маслах

Многие рекомендуют применять для паяльной пасты-флюса масло из ядер пальмы. Оно само по себе уже имеет подходящую консистенцию, позволяет выполнять самую тонкую пайку при проведении электротехнических работ. Увеличить активность такой паяльной пасты можно прибавлением хлорида аммония. Концентрацию добавки варьируют от 5 % до 10 %. Некоторые домашние умельцы считают необходимым ввести в паяльную смесь еще солянокислый анилин.
При выполнении тонкой работы хорошо зарекомендовала себя паяльная флюсовая паста, сделанная дома своими руками из самых доступных средств. Нужно взять 100 г обычного растительного масла.
Желательно использовать рафинированный продукт. Он очищен от примесей, не будет вспенивать паяльную пасту при повышении температуры. Понадобится еще 300 г чистого говяжьего жира. Лучше взять перетопленный жир, не содержащих примесей волокон и мышечных тканей.
Основной компонент самодельной паяльной пасты канифоль. Ее понадобится 500 г. Все это нужно соединить в фарфоровой чашке, аккуратно перемешать, нагревая до полного расплавления.
В однородную смесь нужно всыпать 100 г тонкоизмельченного хлорида аммония, перемешивая до растворения. Горячую паяльную пасту, сделанную своими руками, следует сразу поместить в банку для последующего хранения. Оставлять состав в чашке не рекомендуется.
Этапы
Для того чтобы понять, что значит луженая медь, рассмотрим подробнее основные этапы протекающего процесса. Сначала медную проволоку, которая установлена на специальном механизме подачи, очищают. Суть процесса в пропускании через специальные протирочные щетки, смоченные раствором хлорида цинка (эту соль получают при взаимодействии гранулированного цинка с соляной кислотой).
Далее проволоку опускают в лудильную ванну, где располагается олово в расплавленном виде, в итоге получается медь луженая. Фото готового изделия демонстрирует равномерность нанесенного слоя.
Важно на этом этапе не допускать появления «наплывов» на проволоке, так как они приводят к выбраковке партии из-за возникающих отклонений от заявленного диаметра. На следующем этапе создания луженой проволоки материал пропускают через резиновые щетки (диаметр их не должен превышать 0,14 мм) либо сквозь волочильный механизм с алмазными дисками
Подобная процедура требуется для придания поверхности проволоки безупречной равномерности
На следующем этапе создания луженой проволоки материал пропускают через резиновые щетки (диаметр их не должен превышать 0,14 мм) либо сквозь волочильный механизм с алмазными дисками. Подобная процедура требуется для придания поверхности проволоки безупречной равномерности.
Потом материал охлаждается при пропускании через емкость с холодной водой. Остывшая проволока повторно проходит через волочильный механизм с алмазными дисками, избавляясь от оставшихся «наплывов».
Завершающим моментом является подача проволоки на приемный механизм. Здесь происходит ее фиксация на специальную катушку. Пройдя всю цепочку, проволока абсолютно готова к продаже либо к последующему созданию кабеля разных сечений. До того как луженая проволока отправится к потребителям, ей предстоит пройти процедуру контроля. Суть ее в проведении нескольких операций, которые докажут соответствие ее ТУ 16-505.850-75.

Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.

Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.

Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).

Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.

Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
Напильник. Перед работой затачивают дало паяльника. Оно должно быть ровным и чистым без следов нагара. Тогда паяется легко.
Так надо затачивать жало паяльника
Горячие технологии

Горячее лужение проводится двумя методами: погружением и растиранием. В первом случае изделие из металла погружают в ванну с расплавленным оловом. Во втором сплав наносится на плоскость изделия и паклей растирается по ней тонким слоем. Эти способы известны давно, технологии отработаны до мелочей. Они просты и не требуют наличия сложного оборудования, приспособлений и инструментов.
Когда говорят о лужении и пайке, то зачастую имеют в виду именно горячий метод. Но есть у этой технологии и свои минусы. Во-первых, это неравномерно распределяемое олово по поверхности изделий из металла.
Особенно это касается способа погружения. Перепады одной плоскости могут оказаться значительными, особенно, если изделие имеет сложную конструкцию. Поэтому их приходится дорабатывать.

Если производится лужение металла с отверстиями небольшого диаметра или с мелкой нарезкой, то горячий вариант здесь не подойдет.
И третий недостаток горячего лужения – это сложность удаления загрязнений, которые образуются внутри сплава и остаются внутри полуды
Эти примеси приходят с припоем, поэтому очень важно использовать оловянный сплав высокой чистоты
Варианты облуживания провода без канифоли
Разберемся, что делать, если под рукой не оказалось канифоли, а работу необходимо выполнить в кратчайшие сроки. Далее представлены самые актуальные выходы из сложившейся ситуации.
Янтарь, животный жир и смола
Вариант подойдет для обработки многожильных кабелей с тонким сечением (питающие проводники наушников, блоков питания). Для приготовления флюса понадобится растопить три указанных компонента одновременно, постоянно перемешивая. Это необходимо для получения однородной консистенции. Недостатком метода является образование неприятного запаха от приготовленного раствора.

Использование янтаря для замены канифоли
Батарейки и аспирин
Для облуживания проводников из медного сплава можно воспользоваться следующими подручными средствами:
- батарейка;
- аспирин.
С отработанного аккумуляторного устройства понадобится слить электролит и воспользоваться им.

Слив электролита из старого аккумулятора

Лужение проводов с помощью таблетки аспирина
Универсальные кислоты
Данный способ предполагает применение щелочных средств. Предварительно выполняется тщательная зачистка проводника и припоя. Обработка осуществляется стеарином, наиболее доступный вариант — свечка. Ее необходимо расплавить и равномерно нанести на обрабатываемую поверхность.

Для замены флюса можно использовать борную кислоту
Необычные варианты
Залудить провод без канифоли можно и экстравагантным методом, используя вещество для натирания смычков. Его необходимо растворить в чистом спирте, после чего выполнить обработку подготовленной жилы. Со временем спирт полностью выдохнется, а кабель получит требуемое лужение.

Канифоль для смычков Thomastik Euphon
Выполнить лужение проводов можно самостоятельно, соблюдая определенный порядок действий. Необходимо правильно подобрать припои для конкретного сплава токопроводящей жилы.
Виды припоев для ремонта кузова
- Существуют разные типы припоев. Для ремонта кузова чаще применяются мягкие (легкоплавкие) припои. Они продаются в виде стержней, длинной 45 см, разной толщины. В целом, они классифицируются как припои с содержанием свинца и без содержания свинца (lead free). Первый тип припоя применялся много лет из-за его лёгкости использования. Однако он был запрещён в некоторых странах для применения в массовом производстве, по причине вреда здоровью и окружающей среде. Однако, свинцовый припой, по-прежнему используется частными лицами и его можно встретить в продаже. Многие мастера предпочитают использовать именно свинцовый припой.
- На припое указывается соотношение его компонентов (олова, свинца). Традиционный припой для кузова состоит из 30% олова и 70% свинца. Может содержаться дополнительный компонент, к примеру, 74% свинца, 25% олова и 1% сурьмы. Свинец опасен для здоровья. Чтобы его применять, требуются средства защиты, и нужно учитывать меры безопасности. Однако его легче использовать. Он дольше остаётся мягким после нагрева (в диапазоне от 180 до 260 градусов по Цельсию). Это облегчает его нанесение и разравнивание. Этот припой легко наносится на вертикальные и горизонтальные поверхности. После затвердевания свинцового припоя, его не рекомендуется обрабатывать шлифовальной машинкой, так как образуется очень токсичная пыль. Так, его обычно обрабатывают специальным кузовным напильником, а на завершающей стадии бруском с крупнозернистой шлифовальной бумагой вручную. Если всё же применяете шлифовальную машинку, то нужно использовать только крупный абразив, чтобы не было взвеси из мелкой пыли. Остатки свинца после шлифования нужно сразу утилизировать.
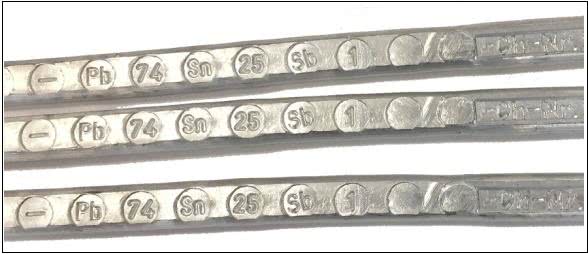
Припой с содержанием свинца (Pb 74%), олова (Sn 25%) и сурьмы (1%).
- Припой может иметь разное соотношение свинца и олова (70/30, 60/40 или 50/50). Припой с более низким содержанием свинца также используется при ремонте кузова, но имеет низкий диапазон пластичности (от 183ºC до 188ºC), поэтому его сложнее использовать. Припои с таким соотношением обычно применяют на горизонтальных поверхностях, так как они быстро становятся жидкими и могут стекать. Прилипание у всех свинцовых припоев примерно одинаковое и зависит от правильности подготовки поверхности.
- Как альтернатива припою со свинцом был разработан более безопасный припой без содержания свинца. Во всех припоях без содержания свинца, олово является главным компонентом. Другим компонентом может быть серебро, медь, индий или висмут. Большинство припоев без свинца имеют либо более высокую, либо более низкую точку плавления, чем у свинцового припоя. Для ремонта кузова наиболее распространён припой без свинца, состоящий из олова и серебра (94% олова и 6% серебра или 96% олова и 4% серебра). Он имеет более высокую стоимость. Припой без свинца примерно равен по характеристикам традиционному припою со свинцом с соотношением 50/50 (свинец/олово). Такой припой имеет более высокую точку плавления (221°C). После нагрева, он остаётся в мягком состоянии менее продолжительное время, чем свинцовый припой, что усложняет его выравнивание. При застывании получается более твёрдым и хрупким. Его сложнее обрабатывать напильником. Преимущество в том, что его можно обрабатывать шлифовальной машинкой, так как он не образует токсичной пыли. Хотя, не нужно забывать про респиратор. Дополнительным преимуществом припоя без свинца является более высокая прочность на разрыв.
- Припой, применяемый в электронике, обычно состоит из 60% олова и 40% свинца. Он может содержать флюс в центре. Флюс с канифолью, часто используемый с таким припоем, не способствует адгезии к стали, а флюс с кислотой может действовать хорошо. Такой припой лучше применять только для пайки маленьких отверстий, так как его диапазон пластичности очень маленький.
- Для работы с кузовами из алюминия используется другой тип припоя (с содержанием олова и цинка).
СЛЕСАРНЫЕ РАБОТЫ
Лужение металлических деталей
Процесс лужения состоит в покрытии поверхностей тонким слоем сплава, предохраняющего детали от окисления и коррозии. Этот слой сплава называется полудой. Для полуды подбирают соответствующий припой.
Поверхность детали готовят к лужению. Ее очищают от грязи и ржавчины механическим или химическим способом.
При механическом способе поверхность детали обрабатывают до чистого металлического блеска напильником, стальной или волосяными щетками со смоченным песком. Химическая чистка применяется как для обезжиривания, так и для очистки детали от окислов.
Обезжиривание проводится в водном растворе каустической соды (на литр воды берут 100 г соды) в такой последовательности:
1. Указанный раствор наливают в металлическую посуду и нагревают его до кипения.
2. В нагретый обезжиривающий раствор погружают деталь на 10—15 мин.
3. Вынимают деталь, промывают ее в теплой воде и просушивают. Для проверки обезжиривания на поверхность детали наносят несколько капель чистой воды (если капли растекаются, то поверхность обезжирена).
Травление производят в водном растворе соляной кислоты (на 100 г кислоты берут 300 г воды).
1. В чистую стеклянную, фарфоровую или эмалированную посуду наливают чистую воду, а затем тонкой струйкой, непрерывно помешивая палочкой, вливают кислоту.
2. Деталь погружают в кислотную ванну на 10—15 мин до полного очищения ее от грязи и коррозии.
3. Деталь вынимают из ванны, промывают в воде и просушивают. Чтобы избежать ожогов от кислоты, работу по травлению необходимо производить в защитных очках и резиновых перчатках.
Рассмотрим приемы и способы лужения. Лужение путем нагревания изделий и распределение полуды растиранием производятся в следующем порядке.
1. На место, очищенное для лужения, помазком из пакли или волосяной кистью наносят слой хлористого цинка.
2. Поверхность лужения равномерно нагревают до температуры плавления полуды, наносимой от прутка (рис. 266, а).

Рис. 266. Прием лужения методом растирания полуды:
а — нагрев детали; б — растирание полуды
3. Пучок пакли обсыпают порошкообразным нашатырем.
4. После нагрева детали разогретую поверхность растирают паклей, распределяя полуду тонким равномерным слоем (рис. 266, б). Затем нагревают и облуживают последующие участки.
5. После окончания лужения деталь промывают в воде и сушат в древесных опилках.
Лужение путем погружения изделий в расплавленную полуду (рис. 267) производят в следующей последовательности.
1. В пламя паяльной лампы на прочной подставке устанавливают чистую металлическую посуду, куда закладывают и где расплавляют полуду, насыпая на поверхность маленькие кусочки древесного угля (для устранения окисления полуды). Плавление полуды можно производить и в электротигле.
2. Очищенную деталь погружают в раствор хлористого цинка для нанесения на поверхность слоя флюса.
Рис. 267. Прием лужения методом погружения в расплавленную полуду
3. Медленно погружают деталь в расплавленную полуду (рис. 267). Как только вся поверхность детали будет погружена, ее задерживают в полуде до прогрева, затем вынимают из ванны и быстро встряхивают. Для снятия излишка и равномерного распределения полуды поверхность детали обтирают паклей, обсыпанной порошкообразным нашатырем.
После лужения деталь промывают в воде и сушат в древесных опилках.
Качество лужения проверяют внешним осмотром на равномерность распределения полуды и отсутствие непролуженных мест.
Пассивация луженой жести

Жесть после пассивации
Этот процесс необходим, чтобы стабилизировать поверхность тонколистового металла, повышая ее адгезию к лакам. Дополнительно, процедура затормаживает образование оксидов олова, приводящих к изменению цвета белой жести. Пассивация производится двумя способами:
- химический – лента пропускается через специальный раствор;
- электрохимический – аналогичен предыдущей процедуре, но проводится ввод дополнительным воздействием электрического тока.
Результатом пассивации оказывается образование тонкой пленки хрома и его соединений. Она отличается высокой прочностью и предохраняет поверхность металла от царапин в ходе дальнейших технологических процессов.
Паяльный флюс
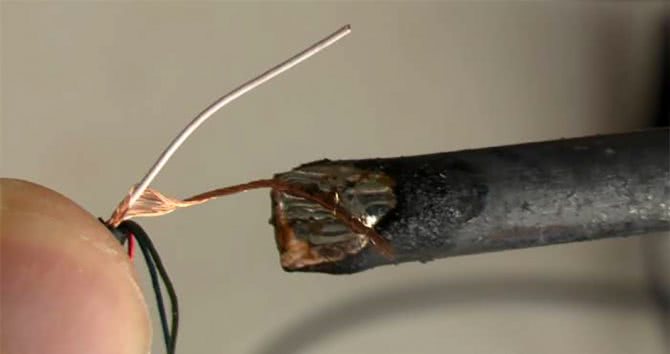
Для того чтобы пайка была качественной, припой должен прочно сцепиться со спаиваемой деталью, смочить ее. Но при нагревании практически любой металл интенсивно окисляется и абсолютно не смачивается припоем. Даже если вам удастся что-то изобразить при помощи паяльника и одного припоя, такая пайка, называемая среди специалистов «холодной», не обеспечит ни хорошего контакта, ни механической прочности. Образцом холодной пайки можно считать фото, которое на очень многих информационных ресурсах почему-то является примером исключительно качественной и правильной работы:
Читать также: Схема включения электродвигателя через магнитный пускатель

Припой абсолютно не сцепился с медью проводов – эту спайку можно разобрать голыми руками
Чтобы обеспечить надежное сцепление припоя со спаиваемым металлом, используют те или иные флюсы. По методу воздействия они делятся на две категории:
Пассивные флюсы, как видно из их названия, не взаимодействуют со спаиваемыми деталями. Их основное назначение – обеспечение хорошей растекаемости припоя и предотвращение образования оксидной пленки при нагревании спаиваемых деталей. Пассивные флюсы просты в использовании, доступны, безопасны для человека, не электропроводны и полностью нейтральны (не требуют отмывки после пайки). К недостаткам флюсов этого типа можно отнести неэффективность использования на окисленных деталях.

Всем известная канифоль является самым распространенным пассивным флюсом.
Активные флюсы не только улучшают растекаемость припоя и предотвращают образование оксидной пленки, но и способны эту пленку разрушать. Ввиду этого кислотные или щелочные флюсы нашли широкое применение для пайки сильно окисленных или мгновенно окисляющихся на воздухе металлов. Существуют даже вещества, снимающие при прогреве паяльником лак с эмалированного провода. Из недостатков этого типа флюсов можно отметить высокие коррозийные и электропроводящие свойства (флюс после пайки нужно обязательно смывать), опасность для человека.

Флюсы, выпускаемые промышленностью на основе кислот.
Какой флюс лучше использовать для пайки проводов? Если вы собираетесь работать с медью, то идеальным вариантом будет канифоль или раствор канифоли в спирте. Даже если провода старые, но их несложно зачистить до блеска, то все же лучше пользоваться канифолью. Она хороший диэлектрик и абсолютно не взаимодействует с металлом на химическом уровне.
Активный же флюс вам понадобится в том случае, если провода сильно окислились или выполнены из сплавов, плохо поддающихся пайке – никеля, стали, алюминия и пр. Хотя никто не запрещает пользоваться этими составами и для работы с обычной медью. Единственно, если не хотите, чтобы соединение развалилось через месяц-другой, не забудьте после работы тщательно промыть место пайки спиртом или бензином. Ну и, конечно, сразу же вымойте руки с мылом – кислота есть кислота, даже если она паяльная.
Похожие записи:
 Дюбель дрива для гипсокартона как использовать
Дюбель дрива для гипсокартона как использовать
 Монтаж снегозадержателей на металлочерепицу
Монтаж снегозадержателей на металлочерепицу
 Долговечная, нескользкая, простая в монтаже
Долговечная, нескользкая, простая в монтаже
 Как ровно отрезать трубу болгаркой: методы работы с угловой шлифовальной машиной
Как ровно отрезать трубу болгаркой: методы работы с угловой шлифовальной машиной
 Пенополистирол под ламинат: разновидности, характеристики, плюсы и минусы
Пенополистирол под ламинат: разновидности, характеристики, плюсы и минусы
 Звонок своими руками и схема подключения электрозвонка в квартиру
Звонок своими руками и схема подключения электрозвонка в квартиру