Оглавление
Преимущества и недочёты электросварки
Возможно выделить следующие преимущества сварных соединений:
- Возможность получения соединений громадных размеров.
- Отсутствие трансформаций внешних и внутренних размеров за счет соединительного шва.
- Применение для сварки материала, подобного материалу трубы, за счет чего сохраняются все свойства трубопровода.
- простота и Дешевизна способа.
Недочёты сварных соединений по большей части вызваны низкой квалификацией сварщика благодаря его неопытности, требований технологии и несоблюдения правил, каковые стали причиной неполному свариванию, образованию трещин, остаточных напряжений и смещений в области сварного шва в следствии недогрева либо перегрева. Другим недочётом возможно назвать сложности при корректировании дуги для обеспечения однообразных условий формирования шовного соединения, поскольку электрод в дуге неизменно плавится и неравномерно перемещается на протяжении поверхности трубы. Помимо этого, выяснить уровень качества соединения без применения особых устройств, и оценить структуру поменянного металла возможно лишь по внешним показателям.
Классификация сварных соединений
Получаемые при сварке швы можно классифицировать, опираясь на несколько признаков.
По местонахождению швы подразделяются на:
- потолочные;
- горизонтальные;
- вертикальные;
- нижние.
Последнее расположение швов наиболее предпочтительно, именно поэтому, когда позволяют обстоятельства, приоритетной является сварка поворотных стыков труб, во время которой скрепляемые изделия равномерно поворачивают так, чтобы работа проходила всегда с нижней позицией шва.

По длине швы бывают:
- прерывистыми;
- сплошными.
Как следует из названий, в первом случае сварку выполняют по всей линии шва отдельными отрезками, напоминающими пунктир. При использовании второго метода шов непрерывен.
Классификация по видам соединения довольно обширна, в частности, стыковой метод включает в себя больше тридцати способов.
Однако в целом можно выделить четыре большие группы соединений:
- Стыковые. В этом случае элементы конструкции соединяют по единой общей оси.
- Нахлёсточные. Одно изделие с нахлёстом покрывает второе.
- Тавровые. В результате скрепления элементов таким образом получается повёрнутая на 180° буква «Т».
- Угловые. Как следует из названия, при использовании такого соединения свариваемые детали располагаются под заданным углом.
Экспонат #3 – черепаха из морской гальки
Пестрая черепаха, поселившись на загородном участке, поможет создать ту особую атмосферу уюта и комфорта.

Своим присутствием черепаха Тортилла будет непременно поднимать настроение и вызывать восторг у детей и гостей участка
Для воплощения идеи необходимо подготовить:
- Камни среднего размера любой формы;
- Отрезки металлического прута;
- Цементный раствор;
- Пропитка для бетона;
- Акриловые или масляные краски.
Размеры фигуры зависят только от задумки мастера и объема необходимых материалов. Выбрав место для установки фигуры, выравниваем площадку под ее размещение.
Из камней формируем небольшую горку, которая внешне напоминает туловище черепахи. Для обустройства лап фигуры на уровне нижнего ряда камней укладываем металлические прутки, которые в последующем будут выполнять роль каркаса конструкции. На такой же каркас можно «посадить» и голову черепахи, либо же уложить ее на землю. После того как уложен нижний ряд и вставлены металлические прутья, покрываем его цементным раствором. Все пустоты между камнями следует залить и утрамбовать цементом. По такому же принципу выкладываем последующие ряды, тщательно фиксируя камни.
Выложив туловище, приступаем к изготовлению лап и головы животного. Выбираем камни небольших размеров и выкладываем их горкой вокруг прутков. Для фиксации камней и придания желаемой полукруглой формы лапам и голове нашего персонажа лучше использовать раствор более густой консистенции. После того как сформировали и скрепили лапы фигуры, приступаем к отделочным работам. Для этого выравниваем поверхность и заштукатуриваем ее более жидким цементным раствором. На еще не застывший слой цемента выкладываем морскую гальку.

Плоские гладкие камешки будут превосходно имитировать пластины панциря. Для закрепления гальки в панцире их достаточно слегка вдавить в «штукатурный слой»
Готовую фигуру оставляем на 2-3 дня для полного высыхания. После затвердения бетона туловище и панцирь можно раскрасить специальными пигментами, а плоскую морскую гальку акриловыми красками.
Все не так уж и сложно. Немного фантазии и терпения – и на вашем участке появится новый запоминающийся персонаж, который станет удачным дополнением ландшафтного дизайна.
Выбор инструмента и настройка оборудования
Несмотря на все сложности, работа с трубами, находящимися под давлением, вполне осуществима. Главное – верно отрегулировать рабочие режимы и подобрать подходящие инструменты.
Например, лучшие электроды для сварки водопроводных труб выглядят следующим образом:
УОНИ 13/55. Универсальные элементы, позволяющие ремонтировать трубы, изготовленные из стали вне зависимости от степени легирования и содержания углерода.

Сформированный шов характеризуется оптимальным сочетанием прочности, пластичности и вязкости, выдерживает высокие эксплуатационные нагрузки без образования повторных свищей и разрушения. Новички могут испугаться того, что в процессе работы электрод прилипает к металлу, но избавиться от этого очень легко, нужно просто удлинить дугу.
За несколько минут работы можно выработать неплохой навык, почувствовать все тонкости и преимущества электрода.
МГМ-50К. Новая разработка, оптимизированная для работы с трубами, находящимися под давлением.

Основная особенность в том, что вокруг дуги формируется пузырь газа, оттесняющий пар или жидкости, что улучшает условия, в которых проводится сварка, облегчает задачу, позволяет достичь необходимого результата.
Электрод подходит для работы с трубами и из стали с высоким содержанием углерода, и с низколегированными сортами. Допускается работа на загрязненных поверхностях и металле, уже имеющем признаки коррозионных повреждений.
Посмотрите интересное видео, какие электроды лучше использовать для сварки труб:
Полезно придерживаться также следующих рекомендаций:
- Увеличение силы тока поможет достичь необходимой стабильности дуги, снизится вероятность прилипания электрода из-за того, что наплавляемый металл быстро остывает и прилипает к основанию.
- Электроды предварительно прокаливаются, а место работы прогревается газовой горелкой. Пламя испаряет просачивающуюся из трубы жидкость, повышается уровень сцепления наплавляемого металла с основой.
- При выборе напряжения стоит ориентироваться на собственные предпочтения.
Новичкам же стоит знать, что:
- переменный ток формирует более стабильную дугу, дает возможность работать даже под внушительным водяным слоем, но итоговое качество шва не слишком высоко;
- постоянный ток, в свою очередь, помогает добиться максимальной глубины проникновения наплавляемого металла и прочности шва, но вот непосредственно работа в среде повышенной влажности дается тяжелее.
Полезное видео для новичков, как варить трубу с водой, при ремонте теплотрасы:
Электросварка своими руками
В быту чаще всего применяется дуговая электродная сварка, так как она является наиболее простым и доступным методом и применяется при любом расположении труб. Источником энергии здесь выступает электрическая дуга, а носителем – электрод. Бытовые аппараты, применяемые для электросварки, характеризуется невысокой мощностью, не громоздки и работают от однофазной проводки.
- Сварочный трансформатор – преобразует переменный ток сети в постоянный ток сварки. Прост в обращении, но не в достаточной степени стабилизирует дугу.
- Выпрямитель – отличается более высокой стабильностью дуги.
- Инвертор – преобразует переменный ток в постоянный через инверторный модуль, отличается стабильностью дуги и малым весом.

Электросварка осуществляется с помощью плавящихся и неплавящихся электродов. Первые участвуют в процессе, поставляя частицы для образования шва. Новичкам рекомендуют использовать твердые электроды с плавящимся покрытием.
Диаметр электрода, как и тип используемого аппарата, и собственно метод сварки зависит от характеристик изделия: состава материала, толщины стенки, диаметра и так далее. При работе с трубами отопления или водопроводными, если речь не идет о магистральных конструкциях, чаще всего используются электроды диаметром в 3 мм – для электросварки изделий с толщиной стенок до 5 мм. Если параметр больше, или требуется формировать многослойный шов, то диаметр электрода должен быть 4–5 мм.

Как варить трубы: технология
Перед сваркой водопроводные трубы очищаются – особенно внутренняя поверхность, если кромка неровная, то концы выпрямляются или обрезаются. Затем края и с внутренней, и с внешней стороны зачищаются до металлического блеска. Ширина участка – не менее 1 см.

При большом диаметре или толщине стенки рекомендуется произвести предварительный прогрев – зона составляет не менее 0,75 см. Таким образом предупреждается появление закалочных структур.
- Электрод вставляется в держатель аппарата, активируется подача тока – для этого нужно чиркнуть стержнем по металлу. Сила тока определяется толщиной стенки изделия.
- После появления дуги электрод удерживается в месте стыка на расстоянии не менее 3 и не более 5 мм. Наиболее удобным полагают угол наклона электрода к плоскости участка в 70 градусов, как это показано на фото.
- Шов накладывается не ровным движением, а колебательным, имитируя распределение металла через стык на оба края. Траектория разная – серповидная, зигзагообразная, но в итоге на стыке образуется плотный неширокий валик.
- После остывания с него молоточком сбивается шлак. Если толщина стенок большая, накладывается второй и даже третий шов с обязательным удалением шлака перед каждым следующим этапом.
- При толщине более 8 мм, следует варить первый шов ступенчато: окружность разбивается на участки, фрагменты свариваются сначала через один, а на втором этапе – оставшиеся. Затем сверху накладывают сплошной шов.
Читать также: Как называется правильный шестиугольник

Сварочные работы относятся к опасным: брызги горячего металла, высокая температура дуги, ее яркость представляют нешуточную опасность. Поэтому варить водопроводные трубы или для отопления следует с соблюдением техники безопасности: обязательно использование защитного щитка или маски, брезентовых рукавиц, костюма или халата из плотной ткани – лучше всего брезент. Во время электросварки необходимо, чтобы неподалеку находилось ведро с водой и плед или кусок брезента.
Следующим этапом является подготовка и настройка самого оборудования. Для этого закрепляют зажим заземления, и проверяют изоляцию кабеля на предмет пробоев и прочих дефектов. Вставляют электрод в держатель, регулируют его положение под оптимальным углом, выставляют значение рабочего напряжения, таким образом, чтобы его мощности было достаточно для зажигания дуги.
Важным обстоятельством является последовательность включения сварочного аппарата – сначала настройка тока, подсоединение заземления, замена рабочих элементов и прочие манипуляции и только в последнюю очередь включение питания. При выключении все операции выполняются в обратном порядке.
Особенности процесса
У рассматриваемого процесса есть достаточно большое количество особенностей. При выполнении сварки труб учитывается нижеприведенная информация:
- Полярность тока выбирается в зависимости от толщины стенок, типа материала и выбранного электрода. Стоит учитывать, что вся информация о том, при каких параметрах должен применяться электрод указывается производителем.
- Стоит учитывать, что соединение труб также проводится с учетом силы тока. Определить этот показатель можно путем умножения показателя толщины стержня на 30 или 40. Подобным образом определяется сила тока, которая устанавливается на аппарате.
- Скорость проведения сварки не регламентируется ни в какой технической документации. Однако, нельзя задерживать электрод долго на одном месте, так как это может привести к появлению подтеков. Кроме этого, слишком высокая температура может привести к прогоранию кромки.
Для того чтобы упростить задачу проводится предварительное крепление соединяемых элементов. Подобные особенности сварки нужно учитывать для того, чтобы повысить качество соединения.
Пластиковые трубы
Не все знают, что под названием «пластик» скрывается достаточно широкий перечень материалов. Поэтому не стоит валить в одну кучу все пластиковые трубы, тем более что у каждого вида есть присущие только ему качества и свойства:
- Полиэтилен отличается высокой пластичность и мягкостью. У него одна проблема — он не может выдерживать высокие температуры. Предел — +80С.
- Полипропилен. По твердости превосходит полиэтилен, но имеет более низкий удельный вес. Его часто используют в горячем водоснабжении и в отоплении. Кстати, в основном эти трубы поступают в продажу без армирующего металлического каркаса.
- Трубы из поливинилхлорида (ПВХ) чаще всего применяются для сооружения канализационной сети. В отоплении их не используют.
Выбор электродов для электросварных труб
Существует масса видов электродов, подходящих для реализации различных задач и отличающихся материалом изготовления, толщиной и характеристиками. Перед покупкой электродов необходимо разобраться в их особенностях, чтобы избежать ошибок при работе. Кроме того, стоит поинтересоваться, как отличить поддельное изделие от настоящего, и приготовиться к затратам – хорошие электроды обходятся недешево.

При соединении труб необходимо добиваться не только высокой прочности, но и герметичности соединения, для чего можно воспользоваться простым методом, заключающемся в следующих действиях:
- Шов проваривается не по кругу, а по форме восьмерки или подковы;
- При такой сварке шлак из металла постепенно выдавливается наружу;
- Каждый кусок шлака необходимо снимать, в результате получится не только надежный, но и достаточно симпатичный сварной шов.
Дополнительные аксессуары
Так как варить трубы электросваркой нужно правильно, важно не только выбрать аппарат и электродные стержни, но и тщательно подготовиться к работе. Мастер должен надеть защитную одежду, которая полностью скроет тело от попадания раскаленных частиц металла
Вещи изготавливаются из материала, который невозможно прожечь искрами.
Для защиты рук применяются замшевые перчатки. Возможно использование других материалов, которые не прожигаются. Главное защитное приспособление — маска для лица. Она оснащена очками или стеклом, предотвращающим негативное влияние сварки на глаза и зрение.
Соединение пластиковых труб
Большинство методов, описанных в разделе о металлических трубах, подходят и для скрепления пластиковых и ПВХ труб. Полимерные трубы все чаще стали заменять металлические, так что информация о том, как объединить пластиковые патрубки для канализации или водопровода без сварки и резьбы становится все более актуальной.
Существует несколько способов присоединить один участок пластикового патрубка к другому. Окончательный выбор технологии должен производиться только после оценки всех характеристик магистрали, в том числе от типа материала, диаметра и назначения системы.
В раструб
Трубы из полимеров изготовлены таким образом, что с одной стороны изделия расположен раструб, а с другой – торец. Диаметр раструба больше диаметра торца ровно настолько, чтобы торец одной трубы плотно вошел в раструб следующей. При выборе такого варианта установки, в стык вставляют резиновый уплотнитель для герметизации участка, рекомендуется дополнительно обработать место крепления герметиком.

Раструбный способ соединения пользуется популярностью благодаря простоте сборки и возможности работать с трубами различных диаметров. Таким методом часто строят канализационные системы, где не предусмотрено высокое давление носителя.
В раструб соединяются трубы ПВХ и из полипропилена.
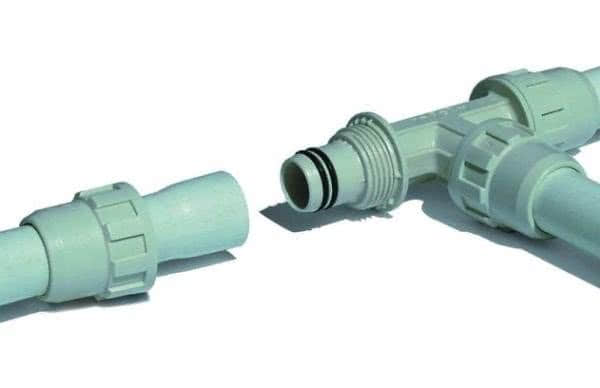
Фитинги
Различные виды фитингов применяются при соединении металлопластиковых патрубков. В зависимости от конструкции трубопроводов и поставленных задач можно использовать компрессионные, обжимные и пуш-фитинги.
Виды установки компрессионных и обжимных фитингов практически не отличаются друг от друга, разница заключается в том, что в первом случае фиксация производится посредством компрессионного кольца и гайки, во втором случае – обжимного кольца.

Установка пуш-фитингов производится заметно быстрее. Подготовленная труба вставляется в изделие без помощи инструментов, а зажим клина фитинга происходит уже при подаче воды в водопровод.
Кроме металлопластиковых труб пуш-фитинги могут применяться при соединении патрубков из сшитого полиэтилена.
Цанговый метод
При соединении труб из пластика таким методом, понадобятся зажимные фитинги и цанги. Сам процесс работы состоит из 3 этапов.
- Надеть цангу на внутреннюю полость.
- Закрутить разводным ключом фитинговую гайку.
- Произвести такие же действия на второй трубе.

Цанговый способ подходит для монтажа металлопластиковых трубопроводов небольших диаметров. Пластиковые патрубки могут не выдержать затягивания гайки и лопнуть.
Совмещение цангами подходит для труб из сшитого и обычного полиэтилена, металлопластика.
Муфты
Муфтовое соединение предполагает использование равнопроходной муфты, 2х монтажных гильз, инструмента для развальцовки. Процесс работы не занимает много времени:
- На трубу надевается гильза;
- Развальцовывается конец трубы в гильзе;
- Вставляется муфта;
- Гильза надвигается на муфту;
- Все перечисленное производится со вторым краем стыка.

Использование муфт подходит для труб из сшитого полиэтилена.
Склеивание
Обычно склеивание выбирают при соединении жестких полимерных труб. Правильно подобранный клей обеспечит герметичность стыка, единственным минусом является необходимость ждать не менее 1 часа перед запуском воды, пока клей не высохнет. Специалисты советуют использовать клей марки Griffon.

Сам процесс склеивания несложен. Конец трубы зачищается, на нем делается фаска напильником. При зачистке нужно проверять плотность вхождения патрубка в арматуру, не должно быть ни сильно свободно, ни сильно туго. Затем на фаску наносится клеевой состав, и труба вставляется в фитинг.
Иногда термином “склеивание” также называют холодную сварку, при которой материал трубы размягчается под действием реагента и производит сцепление со второй деталью на молекулярном уровне.
При помощи склеивания чаще всего соединяют трубы ПВХ. Изделия из других полимеров склеивают обычно в случае разового соединения.
Сварка труб с водой
В этой ситуации приемлемы три варианта, непосредственно зависящие от вида электродов, которые могут быть:
- газозащитные;
- с покрытием.
Сварочные работы могут проводиться и с одновременным использованием двух видов электродов: первым − газозащитного типа, которым нужно пройти у корня стыка и в горячем проходе; вторым − с покрытием − для облицовочных и заполняющих изделий.
При ведении сварочных работ с помощью электродов газозащитного типа движения колебательного типа отсутствуют, а край инструмента для сварки опирается на края трубного изделия. Работы осуществляются под напряжением от 75 В.

Если диаметр электрода 3,25 мм, то сила тока может быть 110 ампер, если 4 мм, то 120 ампер в полувертикальном положении и 160 ампер − в нижнем. В остальных случаях сила тока может варьировать от 100 до 140 ампер. При этом скорость сварки колеблется от 16 до 22 м/ч.
Ведение сварочных работ с электродом с покрытием происходит, в противоположность первому варианту, с колебательными движениями снизу вверх. От ширины разделения шва зависит величина амплитуды. Нередко, когда требуется много сварки одновременно на разных участках, прибегают к услугам нескольких специалистов, применяющих поточно-расчлененный способ. При крупногабаритных трубных изделиях сварочные работы могут выполнять даже четыре работника. Если же в наличии только пара людей, то лучше вести разносторонние действия снизу вверх от надира. Затем каждый следующий слой смещать от низа оборудования примерно на 50-60 миллиметров.
Соблюдая все наши рекомендации, вы поймете, как правильно варить трубы отопления, а сам процесс вам не покажется трудновыполнимым.
Полезные советы от специалистов
Магистральная система водоснабжения, заполненная водой, источник повышенной влажности. Существуют профессиональные секреты, позволяющие проводить работу качественно. Нужно снизить воздействие воды. Этого достигают несколькими способами:
- В свищ вбивают болт соответствующего диаметра с большой шляпкой. Струйка воды уменьшается, образуются только капли. Если свищ круглый, он забьется полностью. Достаточно будет обварить шляпку и наплавить металл вокруг нее. Этот способ подойдет для любого пространственного положения повреждения.
- На свищ накладывают гайку большого размера, течь частично устраняется, вода не попадает на электрод, а вытекает через внутренне отверстие гаки. После этого гайку по внешнему краю обваривают. После этого в нее с использованием фума или вкручивают болт, образуется герметичное соединение, дефект устраняется. Внешний вид трубы становится хуже – это минус, но такой ремонт довольно эффективный, не занимает много времени.
- Увеличивается объем металла, подаваемого в сварочную ванну. Нескольких капель бывает недостаточно. Величина капли зависит от толщины электрода. Иногда дополнительно берут электрод с обчищенной обмазкой. Первый электрод создает дугу, а когда образуется ванна расплава, в держатель вставляют второй, на котором нет обмазки. Объем наплавочного материала увеличивается, дырка быстрее заплавляется.
Учитывая особенности работы с заполненной трубой, можно самостоятельно сделать ремонт сети без сгона воды из системы. Нужно правильно подбирать электроды по типу стержня, виду обмазки, регулировать рабочий режим тока.
Настройки аппарата при сварке давлением
Выбор режима сварки, т.е. ее способа, настройки используемого оборудования и т.д., зависит от физических характеристик соединяемых деталей, а иногда и от их конструкции.
При выполнении электроконтактной сварки основными параметрами являются:
- сила и плотность тока;
- время его протекания;
- усилие сжатия.
Если сварка стыковая, то важна установочная длина (расстояние от электрода до торца детали).
В процессе контактной сварки существует такое явление, как шунтирование – часть тока минует зону проведения работ и протекает по детали. В случае применения стыкового метода шунтирование происходит только в деталях, имеющих замкнутый контур.

Выбор режима сварки зависит от физических характеристик соединяемых деталей.
Когда выполняется точеная сварка, шунтирование тока наблюдается в ранее выполненных точках или в местах случайных контактов деталей. Это приводит к тому, что в зоне соединения недостаточный ток, поэтому ядро точки получается меньшего размера.
Условно принято разделять технологические процессы на «жесткие» и «мягкие». В первом случае они характеризуются небольшим временем протекания тока (0,1-1,5 секунды), поэтому заготовка сильно не нагревается. Давление электродов при этом требуется большое. Данный метод подходит для работы с алюминиевыми, медными сплавами, легированными сталями, чтобы сохранить их антикоррозионные характеристики.
Для «мягкого режима» характерно плавное нагревание заготовок, и для этого требуется более длительное протекание тока (от 0,5 до 3 секунд). Он используется при работе со склонными к закалке сталями. Надо учитывать, что за счет образования карбида хрома в соединяемых элементах происходит обеднение этим элементом.
Для обеспечения прочного соединения в нем не должно быть:
- неоднородностей, в литой и переходной зоне соединения структура материала должна быть плотной и сплошной;
- разупрочнения детали в месте соединения и образования хрупких структур;
- снижения коррозионной устойчивости;
- деформации деталей, она допускается в заданных пределах.
Необходимость работы
Сварка трубы с водой может потребоваться в следующих случаях:
- Течи, образовавшиеся вследствие превышения нормативных нагрузок или некачественно проведенных работ по монтажу. Отключение в таких случаях не приветствуется, особенно, если речь идет о магистральных трубопроводах, снабжающих водой большие жилые массивы.
- Необходимость врезки. Слив жидкости из всей системы предполагает существенные временные потери, так что дело зачастую ограничивается отключением циркуляционных насосов. Данная мера способствует снижению давления в контуре, работа упрощается.
Основные сложности
Сварка труб под давлением – непростая задача, за ее выполнение возьмется не каждый специалист.
Проблемы связаны со следующими явлениями:
- напор жидкости не дает достичь необходимой температуры сварочной ванны, крайне трудно добиться необходимого коэффициента сцепления наплавляемого металла с основой;
- когда вода контактирует с раскаленным материалом, образуются большие объемы пара. Сварщику приходится работать в условиях ограниченной видимости, маска запотевает, приходится постоянно протирать ее, отвлекаться, терять время;
- очень сложно работать в случае, когда трубы расположены на высоте, под потолком. Вода может стекать на сварщика, да и удерживать тяжелое оборудование неудобно.
Похожие записи:
 Виды радиаторов отопления для квартиры и особенности их монтажа
Виды радиаторов отопления для квартиры и особенности их монтажа
 Полусухая стяжка пола: технология, рекомендации, отзывы. полусухая стяжка пола своими руками
Полусухая стяжка пола: технология, рекомендации, отзывы. полусухая стяжка пола своими руками
 Разновидности и особенности монтажа секционных ворот
Разновидности и особенности монтажа секционных ворот
 Что делать при быстром наполнении выгребной ямы
Что делать при быстром наполнении выгребной ямы
 Водяной теплый пол своими руками: инструкция изготовления
Водяной теплый пол своими руками: инструкция изготовления
 Как выбрать и сделать своими руками освещение в гараже
Как выбрать и сделать своими руками освещение в гараже