Оглавление
Общее описание
Печь для обжига керамических изделий – особый вид оборудования, востребованного в гончарном производстве и в частных мастерских. Глиняные изделия, прошедшие процесс обжига, получают необходимые характеристики и определенный цветовой оттенок, знакомый каждому.
Чтобы добиться желаемого результата и обеспечить выпуск качественной продукции, необходимо отрегулировать температурный режим и определить продолжительность воздействия высоких температур на материал.

Процедура обжига требует много времени, продолжительность при этом может меняться в зависимости от разных факторов, среди которых:
- толщина стенок изделий;
- свойства глины;
- мощность печи.
Прежде чем приступать к обжигу, необходимо получше ознакомиться с оборудованием, в котором происходит основной процесс. Начать стоит с устройства классической установки и разобраться, какие составляющие включает в себя конструкция.
- Корпус. Для изготовления этого элемента в основном используют нержавеющую сталь. При самостоятельном изготовлении печи подойдет старый холодильник, эксплуатация которого больше невозможна. Главная задача корпуса – защита внешней среды и остальных элементов конструкции от воздействия высоких температур. В среднем толщина листа стального наружного корпуса составляет 2 мм.
- Внешняя теплоизоляция. Представляет отдельный слой, для создания которого используют шамотные кирпичи или другие материалы с низкой теплопроводностью и устойчивостью к высоким температурам. От качеств теплоизоляционного слоя зависит производительность аппарата.
- Внутренняя теплоизоляция. В этом случае предпочтение отдают минеральной или базальтовой вате, а также перлиту. Листовой асбест не рекомендован для применения, так как при нагревании начинает выделять вредные вещества, способные навредить организму.
- Камера. В нее происходит закладка глиняных изделий с целью получения прочной керамики. Также в камере находятся нагревательные элементы, поднимающие температуру воздуха и обеспечивающие необходимый обжиг. В качестве нагревателей в основном задействуют спирали из нихрома или ТЭНы воздушного типа. Устройства устанавливают в предусмотренный конструкцией паз.

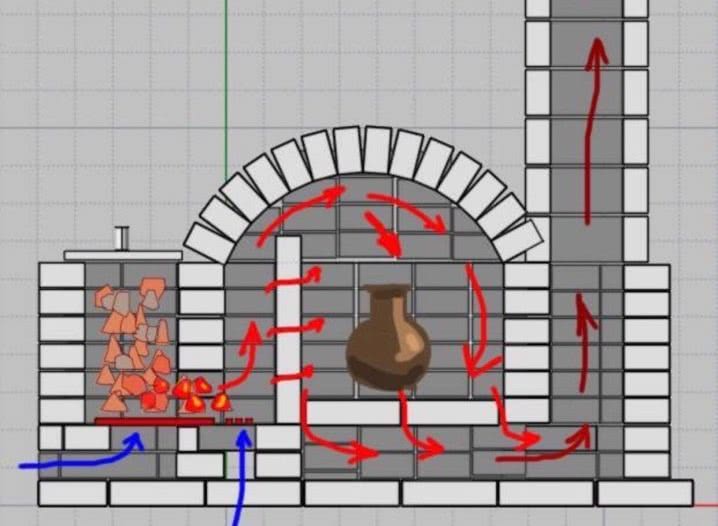
Теперь стоит разобраться с тем, как работает установка. Печи используют разные виды топлива, но вне зависимости от этого обеспечивают обжиг по стандартной схеме.
- Глиняные изделия предварительно сушат, только потом помещают в полость печи. При этом крупные заготовки располагают в нижней части камеры, а затем постепенно собирают пирамиду, оставляя наверху небольшую глиняную посуду.
- Далее дверцу печи плотно закрывают и начинают постепенно поднимать температуру внутри, доводя ее до 200 градусов по Цельсию. При таком температурном режиме детали прогревают 2 часа.
- Затем снова поднимают температуру в печи, устанавливая 400 градусов по Цельсию, дают деталям прогреться еще 2 часа.
- В конце увеличивают нагрев до 900 градусов и выключают нагревательные приборы. В некоторых моделях приходится самостоятельно тушить пламя. Изделия оставляют остывать в камере с плотно закрытой дверцей.
Что это такое?
Назначение муфельной печи — создание высоких температур для термической обработки материалов:
Источником тепловой энергии у муфельных печей является электричество или газ. Первый вариант удобнее с практической точки зрения, но гораздо затратнее в финансовом отношении — во время работы электрические муфельные печи расходуют большое количество электроэнергии.
Мнение эксперта
Левин Дмитрий Константинович
Газовые модели обходятся дешевле, но требуют подведения топливных коммуникаций, соблюдения правил эксплуатации газовых приборов и прочих административно-технических норм. Поэтому, большее распространение получили промышленные и лабораторные муфельные печи, работающие на электрической энергии.
Конструкция
Муфельная печь состоит из нескольких элементов, соединенных в единую конструкцию:
- внешнюю часть печи представляет корпус (кожух). Это прочный, обычно металлический короб, образующий емкость для размещения внутренних элементов печи, а также несущий дверцу с запорным устройством;
- слой теплоизоляции. Это важный элемент, по степени значимости сопоставимый с источником тепловой энергии. От качества и рабочих показателей теплоизоляции зависит КПД печи, способность сохранять тепло и общая работоспособность всей конструкции. Теплоизолятор, как правило, состоит из двух слоев — основного (топка из шамотного кирпича) и дополнительного (слой базальтовой ваты или перлита);
В муфельных печах советского производства часто использовался дополнительный слой изоляции из асбестового полотна. Сегодня такая изоляция не используется, так как при нагревании асбест активно выделяет канцерогены, крайне опасные для людей.
нагревательный элемент. Используют спирали из нихромовой проволоки (сплав хрома и никеля, толщина 1-2 мм), свободно переносящей сильный нагрев и не перегорающей в течение длительного времени.
Существуют разные конструкции муфельных печей:
- горизонтальные;
- вертикальные;
- колпаковые;
- трубчатые.
Эти разновидности отличаются друг от друга только конфигурацией топки и способом загрузки, общий принцип работы у всех моделей одинаков.
Порядок расчета электронагревательного элемента
Спираль самодельной муфельной печи изготавливают, как правило, самостоятельно. Для того, чтобы получить эффективное и работоспособное устройство, необходимо выполнить предварительный расчет.
Он преследует две цели:
- Создание мощной и эффективной печи, способной решать поставленные задачи.
- Возможность работы на имеющихся электросетях, отсутствие перегрузок и вызванных этим проблем.
Для выполнения расчета необходимо выяснить, каков ток отсечки у электрощитка. Часто для печи проводят отдельную линию, минуя УЗО для домашних бытовых приборов. В любом случае, надо выяснить, какую мощность может выдержать линия, чтобы не оставить без электричества всех соседей.
Мощность печи выбирают исходя из объема нагревательной камеры:
| Объем камеры (или муфеля), л | Мощность спирали (Вт/л) |
| 1-5 | 300-500 |
| 6-10 | 120-300 |
| 11-50 | 80-120 |
| 51-100 | 60-80 |
| 101-500 | 50-60 |
По данным этой таблицы можно определить, какую мощность спирали следует использовать для имеющегося размера. Величину камеры надо определить для себя самостоятельно, исходя из характера предполагаемых работ. Необходимо сразу подсчитать мощность, умножая объем камеры на показатели таблицы. Если мощность оказывается чрезмерно высокой и невозможной для действующих сетей, размеры уменьшают.
После этого надо вычислить силу тока. Используется формула:
I = P / U
- Где I — сила тока;
- P — мощность (расчетная);
- U — напряжение сети (220 В).
По результатам можно вычислить сопротивление нихромовой спирали:
R = U : I
- Где R — искомое сопротивление;
- U — напряжение (220 В);
- I — сила тока (расчетное значение).
Этот расчет можно выполнять для однофазной сети. Если нужно выполнить трехфазное подключение, и самостоятельный расчет кажется слишком сложным, рекомендуется воспользоваться онлайн-калькулятором, который несложно найти в сети по соответствующему поисковому запросу.
Результаты расчета с помощью калькулятора вполне корректны, но, для большей уверенности, можно проверить полученные данные, продублировав расчет на другом калькуляторе.
Мнение эксперта
Левин Дмитрий Константинович
Вместо нихрома может быть использована фехралевая проволока, которая несколько отличается по своим показателям
Во время использования калькулятора необходимо обратить внимание, для какого типа проволоки производится расчет.
Технология постройки муфельной печи
Порядок выполнения работ горизонтальной ли вертикальной муфельной печи аналогичен, различие состоит в расположении элементов печи.
- Корпус муфельной печи выполняем из листового железа. Вырезаем болгаркой прямоугольную полоску нужного размера, сгибаем ее в радиус и при помощи сварки герметично завариваем шов. Для предотвращения образования коррозии можно покрыть металл несколькими слоями огнеупорной краски. К полученному цилиндру привариваем дно. Для этого вырезаем из листа стали круг необходимого диаметра, равного диаметру цилиндра. Укрепляем стенки и донышко металлической арматурой. Корпус выполняем такого объема, чтобы внутри можно было разместить термозащитный слой и огнеупорный кирпич.
- В случае если для корпуса используется старый холодильник, аналогично укрепляем его донышко и стенки металлическими уголками или трубками.
-
Внутреннюю часть корпуса выкладываем толстым слоем базальтовой ваты.
-
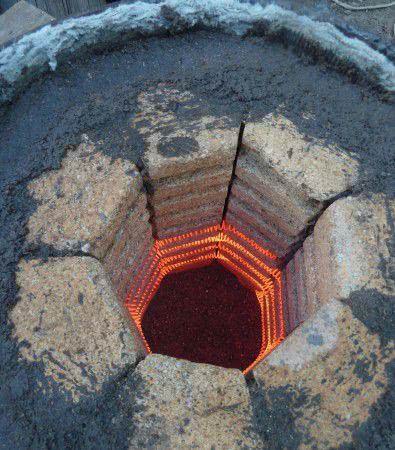
Для изготовления внутреннего термослоя (аккумулятора тепла) используем шамотный кирпич (огнеупорный). Задача состоит в состыковке кирпичей в количестве семи штук в форме трубы, которая будет в дальнейшем служить рабочей камерой печи.
- Для этого раскладываем кирпич в ряд и делаем на каждом кирпиче разметку, по которой будем производить резку. Форма кирпичей после резки должна позволять собрать все кирпичи в форме полой трубы. Обрезку производим болгаркой. Для удобства кирпичи нумеруем. После обрезки собираем их вместе и закрепляем проволокой, проверяя правильность резки. При необходимости подправляем форму, добиваясь точности.
Помещаем образовавшуюся кирпичную трубу в корпус со слоем теплоизоляции.
Далее на внутренней поверхности кирпичей необходимо пропилить канавки под проволоку.
Канавки под проволоку
Но прежде из мотка нихромовой или фехралевой проволоки необходимо сделать спираль диаметром около 6 мм. Для этого наматываем проволоку на основу (карандаш, сварочный электрод или тонкий металлический пруток).Достаем кирпичи и вновь выкладываем их на ровную поверхность в ряд.
Прикладываем спираль, делаем разметку под будущие канавки, которые будем вырезать в кирпичах болгаркой. Правильность линий проверяем строительным уровнем. В конечном итоге внутри рабочего пространства проволока будет уложена по спирали от дна к вершине рабочего пространства
Важно, чтобы витки не соприкасались друг с другом, иначе будет замыкание

Спираль в муфельной печи
Чтобы вывести концы проволоки за пределы рабочей камеры и подключить их к автомату, между двумя соседними кирпичами вставляем три тонких длинных отрезка керамической плитки с пропиленными в них тонкими каналами под проволоку.

Каналы под проволоку из муфельной печи
Применение таких керамических выводов в дальнейшем позволит легко производить ремонтные работы муфельной печи.
Коммутация электрической части с тремя ступенями мощности
- для первой ступени мощностей необходимо два контура спиралей включать последовательно;
- вторая ступень подразумевает отдельное подключение нижней спирали;
- третья ступень мощности – параллельное включение двух контуров.
Готовую конструкцию рабочей камеры помещаем в корпус со слоем теплоизолирующего материала и одним кирпичом, уложенным на дно, обмазывая его огнеупорной (печной) глиной или огнеупорным клеем.
Чтобы вывести керамические каналы за пределы корпуса, сверлим в нем отверстия.

Делаем корпус и обмазываем шамотной глиной
Крышку выполняем из листовой стали, вырезая ее по размеру печи и закрепляя на ней печной глиной огнеупорный кирпич. Сверху привариваем щеколду, ручки и навесы. Для герметичности по краям крышки и на примыкающие стенки муфельной печи наносим слой термостойкого силикона, предварительно тщательно обезжирив поверхности.
Муфельная печь в работе
После полного высыхания печи подключаем проволоку к электрическому автомату со стабилизатором и проводим ряд испытаний, настраивая мощность накала спиралей и температуру в рабочем пространстве увеличивая или уменьшая напряжение сети.
Во время работы печи дверцу необходимо плотно запирать.
Методы закалки металла
Чтобы провести термическую обработку металла, обязательно нужна печь для закалки. В зависимости от того, какой сплав или однородный материал используется и какие конечные характеристики нужно получить, используют разные методы нагрева и охлаждения:
- Ступенчатая обработка. Деталь разогревается в термической печи для закалки металла, затем опускается в охлаждающую жидкость. Выдерживается в ней до тех пор, пока не остынет вся заготовка. Далее деталь перемещают в другую охлаждающую жидкость, температура которой выше чем у первой. Так металл будет охлаждаться медленнее, а с заготовки снимется закалочное напряжение.
- Изотермическая обработка. Изначально заготовка разогревается до закалочной температуры в печи. Далее мастер перемещает её в охлаждающую жидкость, разогретую до 200–300 градусов. Заготовка должна определённое время остыть в охладителе.
Как регулировать температуру

Регулировку температуры можно осуществлять двумя способами:
- подключать спирали по очереди, с увеличением их мощности;
- установит внешнее устройство, регулирующее подачу напряжения на спирали.
Оба варианта имеют свои плюсы и минусы. Первый вариант проще, но нужен пакетный переключатель или отдельные автоматы на каждую спираль. Кроме этого, изменения нагрева производятся скачками.
Второй вариант сложнее — необходим регулятор, способный выдерживать рабочую нагрузку печи. Выбор подходящего варианта — прерогатива пользователя. Как правило, используют регуляторы — они компактнее и позволяют плавно изменять степень нагрева.
Пошаговое изготовление простого горна
Для изготовления используется шамотный кирпич. Он отличается от обычного кирпича тем, что в его составе присутствуют шамотная глина, способная выдержать нагрев более 2500 ⁰С.
Отличить шамотный от обыкновенного кирпича несложно. На поверхности имеется выдавленный круг диаметром 55 мм. Сама структура заметно отличается от обжигового изделия.

Чтобы кирпичи сохраняли постоянную форму, можно их скрепить с помощью специального раствора. Но на практике поступают иначе. Из уголка сваривают рамку. Она не позволит изменять форму. По центру устанавливают чугунный цилиндр (используется в двигателях внутреннего сгорания). В данном случае применяли цилиндр от танкового двигателя В-2М.

Чтобы кирпичи не выпадали, приваривают опорные ребра. На них будет распределяться нагрузка от основных фрагментов горна.

Поставив цилиндр на уголки, размечают вырезы. Их придется выполнить с помощью отрезных дисков и УШМ.

После разметки видны линии, оставленные чертилкой.

Выполнены необходимые резы. Остается приварить ребра по месту.

Удерживая детали по месту, выполняют точечную приварку комплектующих. Убедившись, что детали расположились в нужном месте, проводят окончательную сварку каркаса горна.

Перевернув рамку, рассматривают, как будет выглядеть каркас горна в рабочем положении.

Теперь нужно правильно уложить кирпичи. Видно, что на них выполнена выборка. Образуется некоторый уступ, расположенный ниже уровня поверхности кирпича.

Уложив все кирпичи на место, можно видеть образование выемки. Ее назначение – установка колосника.

Колосник установлен в центре горна. Он предназначен для подачи воздуха снизу в зону горения. Только при наличии потока воздуха можно гарантировать постоянство горения топлива. Но для получения температуры выше 1300 ⁰С потребуется принудительная подача воздушного потока от вентилятора.

К цилиндру потребуется приварить трубу, у которой будут:
- вентилятор центробежного типа;
- заглушка для сброса продуктов горения.

Выполняется примерка вентилятора. Для его подвода нужна промежуточная профильная труба. Необходимо ее вварить так, чтобы поток воздуха поступал в зону горения без лишних сопротивлений.

Производится разметка отверстия в цилиндрической трубе.

После первых резов нужно разметить остальные элементы.

Детали готовы для сборки. Остается зафиксировать детали, а потом сварить всю конструкцию поддува.

Получилась конструкция, приваренная к цилиндру. Теперь предстоит провести монтаж вентилятора.
Система принудительной подачи воздуха в горн готова. Пора собрать остальную конструкцию малогабаритного горна.

Еще один вид. Проверяется качество сварных швов.

После покраски горн приобретает профессиональный вид. Он смонтирован на опорах. Высота подбирается по росту мастера, который будет работать на этом горне.

На трубе имеется поворотная заслонка. Она нужна для временного перекрытия доступа к вентилятору. Обычно перекрывают, когда возникает необходимость прочистки колосников.

Снизу имеется крышка. В положении «закрыто» она удерживается противовесом. Чтобы открыть проход для шлака и других продуктов горения, достаточно слегка повернуть противовес. Отверстие откроется. Шлак покинет горн.

Кирпичи занимают свое место. Скоро горн будет готов к работе.

Чтобы ограничить тепловые потери устанавливают экран. Это листовая сталь, которую устанавливают по периметру горна. Спереди смонтирована ручка. Она нужна для подвешивания вспомогательных инструментов, которыми пользуется кузнец при выполнении работы.

Уложив топливо (начинают розжиг с обычных стружек и щепок), разжигают огонь. Постепенно подсыпают уголь. Он является основным топливом для горна.

После включения в работу вентилятора интенсивность горения возрастает. Угли начинают гореть не красным, а белым цветом. Температура пламени возрастает свыше 1000 ⁰С. Теперь на горне можно разогревать детали, чтобы в дальнейшем ковать металл или закаливать заготовки.

Кроме горна кузнецы используют наковальни. Основная работа по формированию нужной формы выполняется на ней. Работают тяжелыми и легкими молотами. Дополнительно используют ручьи, имеющие разную форму.

Способы термической обработки материалов
Оборудование для термической обработки стали, чугуна, алюминия и других металлов предназначается для нагревания и последующего охлаждения сырья. Во время этих процессов изменяется его структура и свойства, в то время как химический состав остается первоначальным. Основными видами термического воздействия являются:
- Отжиг. Металлы греются, а затем охлаждаются. Понижение температуры происходит в печи в медленном темпе.
- Закаливание. Обработка происходит при повышении градусов до критической отметки, после чего следует быстрое охлаждение.
- Отпуск. Проводится после закалки, предназначен для уменьшения хрупкости и напряжения в стали, и повышения ее гибкости.
- Нормализация. Процесс, схожий с отжигом. Различие заключается в том, что металлы остужаются на открытом воздухе.
Процесс обработки металлических заготовок в промышленной печи

Конструкция муфельной печи

При всей своей многофункциональности муфельные печи имеют относительно простое устройство. Особенность приборов состоит в использовании особых комплектующих, способных выдерживать температуры до 2000ºС.
Изделия состоят из таких деталей:
- Корпус. Форма и размер определяются объемом задач, которые возлагаются на приспособление. В обязательном порядке устанавливается клапан для стравливания выделяемых в процессе обработки газов. Корпус может быть металлический или из современных полимеров.
- Нагревательный элемент. Это может быть угольная или дровяная печка, ТЕН, газовая горелка.
- Внутренняя обшивка. Стенки обкладываются керамическими пластинами, а в кустарных условиях шамотным кирпичом.
- Дверка. Существуют различные модели, от самых простых с ручкой до современных, где используется система рычагов, исключающая контакт с раскаленными деталями.
- Коммуникации. В зависимости от типа изделия это силовой кабель, баллон и шланг высокого давления, механическое поддувало.
- Муфель. Капсула из химической керамики стационарного или сменного типа.
- Органы управления. Устройства могут комплектоваться светозвуковой сигнализацией, интерфейсом для связи с компьютером, регистрирующим прибором, терморегулятором-программатором.
Конструкция и принцип работы

Между внешним кожухом и рабочей камерой теплоизолирующий материал Печка муфельная имеет внутри рабочую камеру. Пространство между ней и наружным кожухом наполнено теплоизолирующим материалом. Его качество влияет на эффективность работы печки и делает ее использование безопасным: кожух не перегревается, вследствие чего мастеру труднее обжечься. Муфель изготавливают из веществ, характеризующихся химической инертностью. В его камеру помещаются инструменты и изделия, подлежащие обработке.
Нагревательные элементы помещаются в стенках кожуха либо вне его, а их функционирование (температура и длительность действия) контролируется блоком регулировки. Принцип работы основан на передаче тепла от нагретой внутренней камеры зоне, где находятся обрабатываемые детали.
Кожух является сменной деталью: в печной корпус можно монтировать разные муфели для тех или иных типов операций. Они различаются между собой формой и типом загрузки:
- муфели, имеющие вид колпачка, устанавливаются в печь сверху;
- простые муфели загружаются сбоку;
- установка кожуха, выполненного в виде емкости, производится сверху (после нагревания его не отделяют от пода, в отличие от колпачкового варианта).
Классификация
Первым признаком для разделения на подгруппы является внешний вид. По ориентировке печи разделяют на вертикальные и горизонтальные. Обработка материала может производиться в нормальном воздушном пространстве, в безвоздушном пространстве, в капсуле, заполненной инертным газом. Второй и третий способ обработки своими руками сделать будет невозможно, что нужно учесть перед началом работ.
Источником тепла дрова выступать не могут, так как в муфеле температура может достигать свыше 1000°С градусов, а древесина не обладает такой удельной теплотой сгорания. Поэтому используется только два варианта изготовления нагревателя:
- Первый вариант представляет газовая муфельная печь, которую можно встретить только на производстве. Известно, что любые манипуляции с газовым оборудованием сразу же пресекаются несколькими контролирующими органами, а уж об изготовлении каких-либо устройств кустарным способом и речи быть не может.
- Электрическая муфельная печь позволяет применить некое творчество при условии соблюдения всех необходимых условий безопасности.

Большая печь на производстве
Особенности конструкции
Муфельная электропечь для обжига керамики состоит из камеры нагрева и теплоизоляционного корпуса, сохраняющего жар и защищающего от него окружающую среду и работников. Внутри печи температура может достигать 1000°С и выше.
Самый лучший теплоизоляционный эффект получается с использованием огнеупорного кирпича, который дополнительно утепляют современными материалами. Для достижения и сохранения заданной температуры дверца печи должна герметично закрываться.
В зависимости от конструкционных особенностей существует несколько разновидностей муфельных печей. Но самостоятельно изготовить можно только воздушный агрегат с электрическим нагревом. Такой агрегат допускается сооружать любой формы, горизонтальный или вертикальный из имеющихся материалов.
Виды и условия обработки сырья
Основные способы обработки материалов в самодельной камере — это:
- Обжиг керамики
- Закалка металлических изделий
- Плавка цветных металлов
Обжиг керамики
Процесс получения готовых керамических изделий связан с обжигом заготовок из сырой глины и последующим покрытием их глазурью. В домашних условиях сделанная муфельная печь своими руками может производить обжиг сразу нескольких экземпляров посуды и других поделок
В термообработке важно выдержать ровный режим нагрева камеры. Теоретически обозначить точные временные рамки обработки материала при определённой температуре невозможно — это достигается практическим путём

Материалы из глины, помещаемые в домашнюю муфельную печь для обжига, делят на 3 группы:
Фарфор
Высохшую глину подвергают термообработке в два этапа. Первичный обжиг производят в интервале от 800 0 С до 1000 0 С. Глина набирает прочность и обретает пористость. Затем её окунают в ёмкость с глазурью. Повторный обжиг осуществляют при разных температурах, в зависимости от назначения:

- натуральный фарфор — 1400 0 С
- столовый — 1350 0 С
- сантехнические детали — 1250 0 С
Фаянс
Применение тугоплавкого сырья при обжиге практически не образует жидкой фазы. Для созревания черепка изделия его обрабатывают при температуре 1200 — 1250 0 С. Повторная термическая обработка с нанесённой глазурью производится при нагреве 900 — 1000 0 С. Если требуется нанести роспись, то в третий раз возвращаются к первичному уровню температурного режима.

Майолика
Используют красные тугоплавкие глины. Термообработка требует точного соблюдения режима нагрева. При нагреве 950 0 С получаются рыхлые непрочные изделия. При нагреве 1050 0 С, сырьё спекается в непригодную, плотную стекловидную массу. Чтобы точно выдержать степень нагрева 1000 0 С, необходимо встроить в камеру термопару с подсоединением печи к цифровому дисплею.

Повторный процесс обработки глазурованных материалов производят при температуре 900 — 950 градусов.
Закалка режущих металлических изделий
Упрочнение режущих поверхностей стальных инструментов путём термообработки называют закалкой металла. Закаливание металлических изделий делали люди с древних времён. Суть процесса заключается в обжиге металла до получения изменения структуры кристаллической решётки (полиморфное преобразование).
Металл доводят в нагревательной камере до раскалённого состояния при температуре 750 −850 0 С. Следует отметить, что некоторые марки стали закаляют в условиях более высокого нагрева, в пределах от 1250 до 1300 градусов. Затем печь для закалки освобождают от раскалённых изделий, которые после подвергают резкому охлаждению в масляной среде или в воде. Таким образом добиваются повышения твёрдости металла.
Данный процесс важен для упрочнения режущих поверхностей стальных инструментов (ножей, свёрл, зубил, фрез и прочего). Закалку (отпуск) лучше производить в масляной среде. При отпуске раскалённого металла в воде, его поверхность покрывает масса пузырьков пара, что замедляет процесс.
Как правило, закалке подвергают готовые инструменты или заготовки из нержавеющей стали. Для этих изделий обычно не требуется закалочная камера большого объёма, поэтому лучше всего для этого подходит муфельная печь из предохранителя. Описание создания такой конструкции будет дано ниже.
Плавка цветных металлов
Муфельную печь удобно использовать для плавки цветных металлов, но к олову и свинцу это не относится. Температура их плавления настолько низка, что достаточно воспользоваться газовой горелкой бытовой кухонной плиты.

Для того чтобы расплавить такие металлы, как медь, бронзу и латунь, потребуется нагревательная ёмкость. Жидкую массу металла получают в тигле, которую затем заливают в специальные формы. Домашние мастера льют различные элементы декора светильников, мебели, статуэтки и многие другие поделки.
Температура плавки цветных металлов:
- медь — 1080 0
- бронза (в зависимости от марки) — от 930 0 до 1140 0
- латунь в пределах от 880 до 950 градусов
Похожие записи:
 Резерв питания: как обеспечить электроэнергией частный дом
Резерв питания: как обеспечить электроэнергией частный дом
 Дом из двойного бруса. особенности технологии
Дом из двойного бруса. особенности технологии
 Последовательность ремонта или с чего начать обновление
Последовательность ремонта или с чего начать обновление
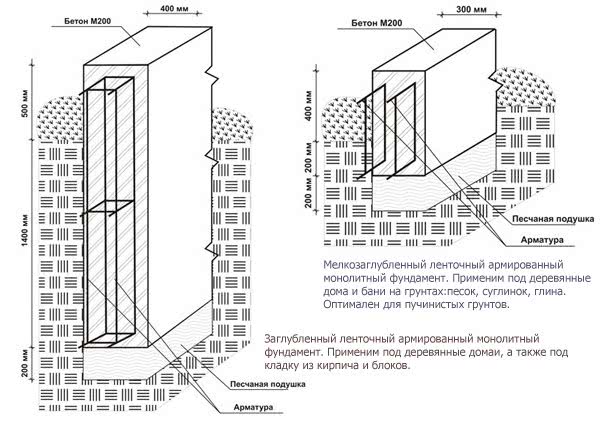
 Расчет глубины ленточного фундамента под двухэтажный дом
Расчет глубины ленточного фундамента под двухэтажный дом
 Розетки в спальне: где и как размещать? все особенности установки розеток от а до я
Розетки в спальне: где и как размещать? все особенности установки розеток от а до я
 Куда спрятать розетку для вытяжки
Куда спрятать розетку для вытяжки