Оглавление
Что такое пенобетон
Пенобетон — это бетон ячеистой структуры, который образован замкнутыми воздушными пузырьками. Этот материал имеет низкую плотность и теплопроводность. Он может применяться как теплоизоляционный материал (марка D200 – D500), конструкционно-теплоизоляционный (D600 – D800) и конструкционный с пониженной теплопроводностью (D900 – D1600).
Марка пенобетона указывает на его плотность. Например, пенобетон марки D400, означает пенобетон плотностью 400 кг/м3. Пенобетон производится по ГОСТ 25495-89 «Бетоны ячеистые. Технические условия». Низкая плотность пенобетона обуславливает малый расход материалов для его изготовления. По этой причине себестоимость пеноблоков существенно ниже, чем бетонных блоков. Особенно выгодно применение таких материалов при малоэтажном строительстве и возведении внутридомовых перегородок.
Пенобетон очень легко обрабатывается. Его можно резать обычной ножовкой, забивать в него гвозди. Работа с пенобетоном на стройплощадке имеет много общего с работой по дереву. Пеноблоки — это тот же пенобетон, сформованный в виде параллелепипедов. Пеноблоки изготавливают как стандартных размеров (200*300*600 мм или 100*300*600 мм) так и более крупные. При самостоятельном изготовлении размер пеноблоков определяется размером выбранной формы.
 Внешний вид пеноблоков
Внешний вид пеноблоков
Преимущества применения пеноблоков при строительстве:
- низкая себестоимость и, соответственно, высокая рентабельность производства;
- высокие теплофизические характеристики;
- легкость обработки;
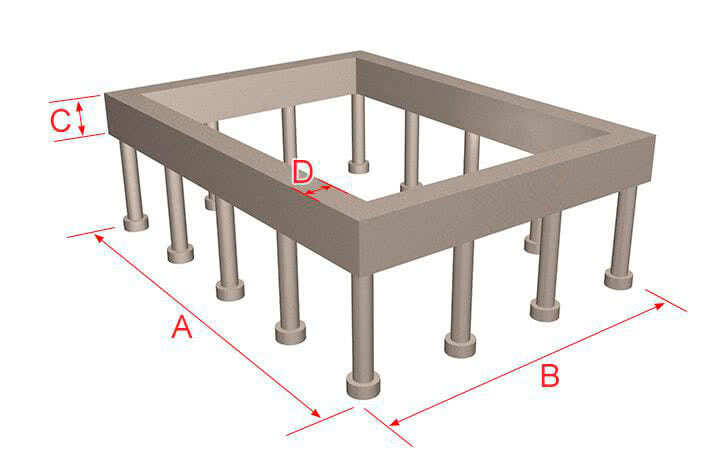
- возможность сэкономить при строительстве фундамента благодаря низкой массе стен, а также меньшие затраты на транспортировку;
- экологичность.
Пенобетон, как и любой другой материал, не лишен недостатков, которые следует учитывать при его использовании. Его прочность существенно ниже, чем у бетона, а тем более железобетона, он не работает на изгиб, обладает относительно высоким водопоглощением и водопроницаемостью, дает значительную усадку (рекомендуется выдержка до одного месяца перед использованием). Но при этом изготовление пеноблоков как бизнес может приносить достаточно высокую прибыль.
Оборудование для резки блоков
Профессиональное изготовление пеноблока не обходится без специальных линий резки, которые работают с монолитным бетоном. В плане режущего инструмента это очень разнообразное оборудование – могут использоваться ленточные резчики, струны, циркулярные пилы, металлические тросы и т. д. Базируется такое оборудование для пеноблоков на платформе или станине, предназначенной также и для размещения целевого материала. В процессе работы резчики проходят по монолиту, оставляя за собой полосы разделенных сегментов. Поперечное прохождение завершает операцию резки, оставляя уже готовые блоки.
У данного метода есть несколько преимуществ перед литьевым. В первую очередь обеспечивается точность формирования граней и сторон. Благодаря этому повышается и качество будущей укладки. К тому же, если формовка требует в некоторых случаях нанесения специальной смазки на края металлических ячеек, из-за чего страдает адгезия поверхностей блоков, то резка сохраняет шероховатость граней и тем самым улучшает их сцепку с другими инородными поверхностями. Кроме того, остается полная свобода в регуляции параметров, с которыми выпускаются пеноблоки. Размеры и вес изделий могут разниться: их выполняют и в стандартном формате 200х300х600 со средней массой 500 кг на 1 м2, и с индивидуальными характеристиками.
Виды установок для производства пенобетона
Современная практика подразделяет такой вид оборудования, как установка пенобетонная, на три основных типа.
Мобильные установки
Такие установки предназначены для производства небольших объемов готовых пеноблоков в условиях мелкого кустарного производства или удовлетворения потребностей в ячеистом бетоне непосредственно на строительном объекте. Такое оборудование.
Представлено, как правило, технологией сухой минерализации имеет небольшие габариты, разумный вес и энергопотребление и обслуживаются одни оператором. Потолком производительности следует считать объем равный 75 куб.м готового блока в сутки. Минимальный порог рентабельности составляет 21 куб.метр товарного блока.
 Размещение установки на колесном лафете на порядок повышает возможности установки к быстрому и удобному перемещению
Размещение установки на колесном лафете на порядок повышает возможности установки к быстрому и удобному перемещению
Если критерии качества получаемого блока не критичны, а для пользователя, в первую очередь, решающую роль играют дешевизна, малый вес и энергопотребление оборудования, широкие возможности по его быстрой передислокации, то над этим вариантом стоит задуматься в первую очередь.
Стационарные установки
По сути своей, такие установки являются полноценной базой по использованию технологии с применением пеногенератора и низкооборотного ротатора-смесителя. Они позволяют получать широкую номенклатуру готовых блоков, с различными показателями номинальной прочности и термоэффективности.
 Проведение таких работ для стационарных установок не всегда рентабельно, и оправдано только при освоении действительно больших объемов
Проведение таких работ для стационарных установок не всегда рентабельно, и оправдано только при освоении действительно больших объемов
Такое оборудование готово выдать в сутки до 100 кубометров товарного блока. Себестоимость кубометра готового изделия ниже, чем полученного на мобильных установках — в первую очередь, за счет на порядок более высокой производительности.
Однако это более энергозатратно, требует наличия на промышленной площадки трехфазного электропитания, большего количества обслуживающего персонала и более глубоких знаний в области технологии процесса.
Автоматические установки с признаками производственной линии
Такие системы являются высокомеханизированными средствами производства, оснащенными конвейерными линиями и системами контроля всех этапов: от момента подготовки компонентов смеси, до приобретения блоком выемочной прочности.
 Автоматизированные линии подразумевают использование больших площадей, и, как правило, закрытых помещений
Автоматизированные линии подразумевают использование больших площадей, и, как правило, закрытых помещений
Особенностью производственных линий следует считать четкое зональное разделение общей площади на пять участков, имеющих производственный профиль, специализацию. Автоматические установки имеют самые большие объемы производства, до 160 кубометров готовой продукции в сутки, и самую низкую себестоимость за счет проявления эффекта «масштабирования производства».
Организация оперативной погрузки, немаловажное условие бесперебойной работы цеха, в условиях реализации крупных объемов блоков
Автоматические линии требуют больших производственных работ, проведения пуско-наладочных работ, регламентного обслуживания сервисными специализированными подразделениями, и проведения курса обучения для работающего персонала. Высоким необходимо считать и уровень первоначальных капитальных вложений.
При организации производства пенобетона в больших объемах, отдельное внимание стоит уделить организации хранения сыпучих компонентов в закрытых хранилищах силосного типа
Необходимо отметить, что при отсутствии коммерческих целей для открытия, налаживания и расширения производства, как бизнеса, приносящего устойчивый доход — а приобретение установки рассматривается, как реальная возможность обеспечения собственных потребностей при частном строительстве конкретного объекта или группы объектов, серьезное внимание следует уделить сегменту оборудования бывшего в употреблении. Это позволит на порядок сократить первоначальные стартовые капитальные затраты, и в то же время выйти на реальное производство товарного блока
Система автоматической дозации сырья для производства пенобетона
Многие производители пенобетона знают, как много времени уходит на приготовление и засыпку сырья в установку для производства пенобетона. К примеру, на 1 замес с V=1 куб.м. необходимо вручную засыпать 6 мешков цемента (300 кг), просеять и засыпать 17 ведер песка (270 кг), отмерить нужное количества воды и пены. В лучшем случае на это тратиться 10-15 минут. За смену при производительности 20 куб.м. пенобетона выходит 1,5-2 часа потерь времени, 3-4 человека засыпают вручную 6 тонн цемента и 5 тонн песка. Ко всему, нельзя забывать человеческий фактор: ошибки в подсчете количества мешков цемента, ведер песка, литров воды ведут к неправильной дозировке.
В итоге получается низкая производительность, высокая себестоимость, нестабильное качество пенобетонной смеси. Поэтому, производители и стараются механизировать весь процесс производства пенобетона.
Предлагаемая Система автоматизированной дозации предназначена для управления всем комплексом производства пенобетона от подачи сырья до выгрузки готовой смеси.
Система дозации для производства пенобетона

Основные части системы дозации:
1. Весовой дозатор цемента и песка на тензодатчиках. 2. Ленточный транспортер подачи песка. 3. Шнек подачи цемента. 4. Растариватель биг-бэгов цемента (или силос хранения цемента). 5. Дозатор воды. 6. Дозатор пенообразователя.
Описание процесса производства пенобетона:
Оператор выбирает рецепт приготовления пенобетона и запускает процесс автоматизированного производства пенобетона:
- Включается шнек и подается цемент из растаривателя биг-бэгов (или силоса) в весовой дозатор. После набора необходимого веса цемента, шнек отключается.
- Включается транспортер подачи песка в весовой дозатор. После набора веса песка, транспортер отключается.
- Подается вода насосом в смеситель. После набора дозы воды, насос отключается.
- Включается смеситель, открывается автоматически задвижка бункера и происходит выгрузка цемента и песка.
- Добавляется в смеситель пена из пеногенератора через дозатор пенообразователя.
- После перемешивания компонентов, пенобетон выгружается в формы.
Преимущества использования системы дозации:
 |
Оператор может корректировать и задавать различные рецепты производства пенобетона, выбирать дозы подачи сырья, следить за рецептурой и расходом материалов, настраивать и следить за всеми параметрами процесса. Установленная программа в пульте позволяет отображать весь процесс автоматизированного приготовления пенобетона на операторской панели в реальном времени. Выгода использования автоматизированной системы дозации: |
Автоматический дозатор цемента и песка
|
Устройство дозатора Дозатор состоит из рамы, на которой подвешен приемный бункер и пульт управления. Бункер оснащен поверхностным вибратором и затвором с электроприводом. Взвешивание происходит с помощью тензодатчиков. Данные отображаются на операторской панели пульта.
|
 |
Средства автоматизации
 |
Пульт управления позволяет управлять работой всем комплексом приготовления пенобетонной смеси: весовым дозатором, шнековым конвейером, ленточным транспортером, насосом и дозатором воды, насосом подачи пены, смесителем, вибратором станции растаривания цемента в «биг-бегах» или силоса цемента. |
- Установка доз на замесы (количество цемента, песка, воды, пены).
- Автоматический набор цемента в приемный бункер.
- Автоматический набор песка в приемный бункер.
- Автоматический набор воды в смеситель — установку для пенобетона.
- Автоматическое включение вращения смесителя.
- Автоматическую выгрузку из приемного бункера цемента и песка.
- Автоматический набор пены в смеситель.
- Выгрузка пенобетонной смеси в форму.
-
- Установка для производства пенобетона
- Транспортер подачи песка
- Станция растаривания биг-бэгов цемента со шнеком
Расход материалов для производства пеноблоков
Рассмотрим рецептуры для производства пеноблоков наиболее распространенных марок D600, D800 и D1000:
|
Марка пенобетона |
Цемент
М500, кг |
Песок
кг |
Вода
(для пены), л |
Вода
(в растворе),л |
Пенообра-
зователь, кг |
| D600 | 310 | 210 | 55 | 110 | 1.5-2.0 |
| D800 | 320 | 420 | 45 | 120 | 1.2-1.5 |
| D1000 | 350 | 590 | 40 | 140 |
0.8-1.2 |
Пенобетоны, указанных марок, имеют следующие теплофизические характеристики. Теплопроводность (Вт/(м*К)) – 0.14, 0.21, 0.29, прочность (кг/м2) – 16, 27, 50 соответственно.
Чаще всего используют водопроводную или техническую воду умеренной жесткости. В специальной литературе и интернете можно найти массу советов по самостоятельному производству пенообразователя. Самодельный пенообразователь можно достаточно успешно использовать для производства пенобетона марки D1000 и выше. Но для теплоизоляционного материала лучше использовать промышленный пенообразователь. Формы для заливки смеси могут быть металлическими или деревянными. Они должны быть разборными. При эксплуатации их необходимо смазывать маслом или использовать полиэтиленовую пленку (для деревянных форм).

Оборудование и инструменты
При изготовлении пеноблоков в домашних условиях может понадобиться следующее оборудование и оснастка:
- подающее устройство для цемента и песка;
- пеногенератор с производительностью не меньше 200 л/мин;
- бароустановка;
- дозировщик используемой воды;
- виброгрохот (просеиватель сырья);
- шланг для выхода готовой смеси;
- компрессор;
- бетономешалка объемом не менее 250 л;
- специальные формы для блоков либо станок для резки.


Купить сегодня необходимое оборудование для производства строительных материалов в домашних условиях не составит особого труда. При желании можно приобрести не только укомплектованную производственную линию, но и отдельные ее составляющие. Стоит учесть, что оборудование для производства пеноблоков в домашних условиях бывает не только стационарным, но и переносным. Линия может быть конвейерной либо автоматизированной. Эти факторы определяют стоимость приобретаемого оборудования.
В основе любого комплекта оборудования лежит пеногенератор. Такое устройство за сутки может обеспечить выпуск порядка 100-110 кубометров материала. Отличительной особенностью линий стационарного типа является их высокая производительность наряду с отменным качеством и небольшой себестоимостью. Учитывая, что такой комплект обойдется примерно в 1.5 млн. рублей, это ставит под вопрос его покупку.
Мобильная пенобетонная установка не требует покупки дорогого пеногенератора, что делает ее востребованной на строительном рынке. Однако наряду с этим, она и высокой производительностью похвастаться не может. Как правило, используют в этом случае бароустановку, но при всей своей мощности она не способна дать в сутки более 40-45 кубометров готового материала.


Их прочность уступает аналогам, создаваемым на стационарных линиях. Цена полного комплекта для домашнего производства может варьироваться в диапазоне от 50 до 300 тысяч рублей. При этом, как правило, оборудование большой мощности имеет большая стоимость. Например, комплект за 300 000 рублей может дать в сутки порядка 72 кубометров пенобетона.
Автоматическая линия нуждается в больших площадях, что нередко проблематично, ведь это не предусмотрено изначально. Как правило, такие линии нуждаются в создании бункеров для цемента, воды, песка, а также присадок с автоматической дозировкой. Кроме того, необходимо подумать о площадях для сушки пенобетона, его заливки по формам, а также установки для распила. Данное оборудование способно выдать в среднем за сутки порядка 80-100 кубометров материала, однако позволить себе такую роскошь может не каждый, ведь стоить комплект будет от 1.5 до 3 млн. рублей.
Когда на начальном этапе не хватает средств, покупают оборудование б/у. Однако в этом случае стоит быть готовым к тому, что достаточно быстро может понадобиться замена каких-либо деталей.


Формы, приобретаемые для пенобетона, могут быть разными. Сегодня их изготавливают из стали, фанеры, а также пластика. Емкость изделий различна, например, можно приобрести пластиковые формы габаритами 390х190х288 мм, варианты из фанеры размером 588х300х188 мм, стальные аналоги параметрами 600х300х200 мм
При их покупке важно учитывать строгость геометрии, поскольку от этого напрямую будет зависеть качество готового материала. Недопустимы даже малейшие нарушения симметрии
При выборе форм для заливки пенобетонной массы стоит обратить внимание на материал их изготовления
Учитывая, что опалубка может быть комбинированной, это особенно важно. Например, если продавец отмечает, что металлический вариант со вставками из сверхпрочного пластика способен выдержать даже самую высокую температуру, не стоит слепо доверять этому
Например, если продавец отмечает, что металлический вариант со вставками из сверхпрочного пластика способен выдержать даже самую высокую температуру, не стоит слепо доверять этому.
Дело в том, что такие формы в действительности недолговечны. В процессе высыхания и отвердевания пенобетонной массы будет происходить выделение большого количества тепла.


Процесс изготовления пеноблоков
 На фото — схема технологии
На фото — схема технологии
Подготовка сырья
Компоненты производства пеноблоков:
- цемент ПЦ-500 D0 либо ПЦ-400 D0;
- песок с допустимыми 3% глины и модулем до 3 Мкр;
- пенообразователь;
- вода до +25 С.
 Химически нейтральный, а потому экологически чистый пенообразователь.
Химически нейтральный, а потому экологически чистый пенообразователь.
Портландцемент М400 или М500 и мелкий песок образуют бетонную массу.
На наш выбор — сертифицированные российские пенообразователи:
- СДО из смолы древесной омыленной;
- клееканифольный пеноконцентрат из сосновой канифоли;
- костный клей, едкий натр;
- «Морпен» или «Пеностром».
Если водоцементное соотношение минимум 0,4, можно добавлять пену. Уменьшение воды дает блоки с большой объемной плотностью, разрушая пену.
Приготовление по классической схеме технологической пены
- Современная технология пеноблока рекомендует предварительно отдельно развести пеноконцентрат водой и залить в рессивер пеногенератора.
- Под давлением этот концентрат выходит в пеногенератор, где вспенивается от сжатого воздуха из компрессора.
- Сопроводительная инструкция гарантирует расход пеноконцентрата до 5 грамм на каждый килограмм цемента.
- 1 загрузка пеногенератора DS-60 пеноконцентратом клееканифольным рассчитана на производство пены для 6 м3 пенобетона.
Качественная пена приобретает белый цвет и удерживается в любом положении.
Приготовление пенобетонной смеси
 Составы для пеноблоков и их свойства
Составы для пеноблоков и их свойства
Последовательность приготовления смеси:
- Засыпаем песок.
- Добавляем цемент.
- Перемешиваем до однородности.
- Заливаем водой.
- Перемешиваем до пластичной массы.
- Пеногенератор подает порцию пены в смеситель по шлангу, и за 3 минуты мы получим нужный раствор.
Формование пеномассы
Есть разные способы формования:
- наливное с применением опалубки;
- штучное со специальной формоостнасткой;
- штучное с формоостнасткой и резательным оборудованием.
- Пенобетонную смесь мы выкладываем в собранную, очищенную и смазанную формооснастку с последующим армированием.
- Если подвижность пенобетонного раствора превышает 60 см, то эта текучая консистенция хорошо заполнит пустоты любой конфигурации, а также не нуждается в вибрации и уплотнении.
Заливка в опалубку
- Подойдет алюминиевая, пластмассовая, металлическая, деревянная опалубка. Кстати, деревянную опалубку за час до бетонирования надо щедро пропитать водой.
- Только герметичная опалубка нужна для литого пористого бетона. Тогда смесь не будет вытекать.
- Давление на вертикальную опалубку возрастает на 30% сравнительно с обычным бетоном, поэтому закрепляем ее максимально прочно.
- Легкий пенобетон вообще не требует вибрации, и опалубка может быть попроще.
Операции подачи смеси
- Подаем бетононасосом готовую смесь в приемную воронку или прямо в конструкцию. Можно использовать и бадью.
-
Для пенобетона подойдет винтовой или поршневой насос. Но лопастные насосы уничтожат воздушные ячейки.
Твердение массива
Опалубку, заполненную пенобетоном не надо трогать в течение 6 часов, чтобы не нарушить пористость.
Отформованная пеномасса твердеет в обычных условиях (не ниже +7 градусов), но можно ее и прогревать горячим воздухом, паром. Для ускорения процесса применяют специальные добавки.При t +22°С через 7 дней пенобетон набирает 70% прочности.
Рекомендации специалистов для всех, кто хочет сделать блоки своими руками:
- после укладки стоит накрыть пеноблоки полиэтиленовой пленкой;
- в жару целую неделю каждые 4 часа поливать водой поверхность пенобетона.
Выполнение работ
От типа выбранного вами оборудования и соблюдения технологического процесса будут зависеть качество материала, себестоимость, производственные объемы и т. п.
Производственный процесс выглядит следующим образом:
Изготовление смеси
Сегодня пользуются популярностью следующие технологии:
- Баротехнология. Наиболее дешевый вариант, не требующий покупки дорогостоящего оснащения, используется на небольших предприятиях. В смеситель закладывают нужные компоненты, подают воздух и все перемешивают. Приготовленный раствор подается в формы, в которых смесь увеличивает свои объемы, достигая нужных размеров. Расходы на единицу материалы небольшие, что сказывается на его окончательной стоимости. Процесс простой, больших вложений не требует. Но при этом имеются и отрицательные моменты. Пеноблоки получаются низкого качества, крупнопористые, что оказывает влияние на несущие способности объекта. Применяемые пенообразователи синтетического происхождения и добавки-пластификаторы оказывают негативное влияние на экологическую сторону блоков.
- Использование парогенератора. В этом случае появляется возможность смешивать все компоненты в правильных соотношениях, улучшая качество и прочность готовых блоков. Смысл технологического процесса в следующем – дозаторы сначала смешивают песок и цемент, потом вводят воду и химические составы. После этого масса перемешивается, вводится пена в готовом виде. Чтобы достичь нужной плотности, пена подается в оптимальном количестве. После этого бетонная масса поступает в формы. Все процессы отрегулированы, что позволяет вывести производственный процесс на иной уровень. Материал получается экологически чистым, отменного качества. Но имеются и свои отрицательные моменты. Оснащение для производственного процесса стоит дорого, и блоки, естественно, отличаются в цене.
Формовка
Чтобы знать, как сделать пенобетон в домашних условиях, следует понимать разницу между литьевым и резательным способами формовки.
Первый метод основан на заливке бетонной массы в формы. Стоимость формовочных кассет не слишком высокая, процесс не вызывает сложностей. Но геометрические размеры готовых изделий могут отличаться. Если есть необходимость производить блоки разных размеров, придется покупать различные кассеты, что увеличит расходы на производство. В процессе извлечения блоков могут произойти частичные повреждения кромок, да и прочность изделий оставляет желать лучшего.
Резательный процесс состоит из двух основных этапов. Сначала бетонный раствор выливается в большие формы, после застывания выполняется распалубка. Теперь можно выполнять разрезку большого куска на необходимые размеры, для чего применяются специальные установки с различными режущими струнами, лентами и пилами. Готовые блоки получаются одинаковыми по размерам, не имеют скольных участков. Минус один – резка представляет собой сложный процесс, требующий большого опыта и внимания.
Сушка
Исходя из вариантов формовки, различаются и технологические процессы сушки готового материала.
В случае с литьевым вариантом сушка проходит двумя методами:
- изделия выдерживаются в формах не менее десяти часов, чтобы могли набраться прочности. После этого выполняется распалубка;
- блоки подвергаются термической обработке в пропарочных камерах, что придает им прочность уже через несколько часов.
Пеноблоки: размеры, плюсы и минусы для строительства дома
В таблице ниже приведены размеры блоков.
| Размеры блоков, мм | Вес в зависимости от марки пенобетона, кг | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| D300 | D400 | D500 | D600 | D700 | D800 | D900 | D1000 | D1100 | D1200 | |
| Стеновые пеноблоки | ||||||||||
| 200x300x600 | 11,7 | 15,6 | 19.4 | 23.3 | 27.2 | 31.7 | 35.6 | 39.6 | 43.6 | 47.5 |
| Перегородочные блоки | ||||||||||
| 100x300x600 | 5,8 | 7,8 | 9,7 | 11,7 | 13,6 | 15,8 | 17,8 | 19,8 | 21,8 | 23,8 |
Таблица показывает, что каждая марка блока отличается по весу.
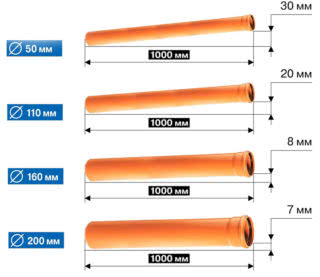
Изготавливают и крупноформатные изделия, но для работы с ними нужна грузоподъемная техника. Зато благодаря им удается ускорить любое строительство. Крупноформатные блоки из пенобетона имеют следующие размеры:
- 1000х600х600 мм;
- 1000х600х500 мм;
- 1000х600х400 мм;
- 1000х600х300 мм.
Делают также малоформатные блоки, используемые в основном для утепления, реже для строительства тонких стен в тех местах, где это необходимо. Такие блоки из пенобетона имеют следующие размеры:
- 600х300х100 мм;
- 600х300х150 мм.
Плюсы и минусы
Пеноблок обладает такими преимуществами:
- Недорого стоит (кирпич стоит больше);
- Имеет высокие теплоизоляционные параметры.
- Теплопроводность пенобетона – 0.08-0.20 Вт/мС. Эта характеристика позволяет уменьшить теплопотери здания на 30% по сравнению с кирпичным строением;
- Легко обрабатывается и монтируется;
- Мало весит, поэтому нагрузка на несущие конструкции меньше;
Позволяет делать разнообразные привлекательные архитектурные элементы: арки, колонны или порталы; - Является негорючим материалом;
- Долговечный. Срок службы построенного из пеноблоков строения — не менее 35 лет;
- Экологически чистый. Пеноблоки изготавливают из натуральных природных материалов, поэтому они не поддаются гниению, на них не появляется грибок или плесень;
- Имеет высокие звукопоглощающие характеристики, что оградит жилое помещение от любых внешних источников шума.
Недостатки материала:
- Небольшая прочность;
- Впитывает влагу;
- Большая усадка.
Перечень необходимого оборудования
Изготовление пенобетона подразумевает создание смеси на основе цементного раствора и специализированной пены. Масса насыщается пузырьками воздуха и при застывании становится пористой.
Существует две технологии производства пенобетонных блоков:
- Одностадийная – сухая минерализация в бароустановке. Она подразумевает одновременное смешивание всех компонентов рабочей массы под давлением.
- Двухстадийная – классическая схема с использованием раздельных узлов: пеногенератора и смесителя.
В зависимости от выбора одной из них вам понадобится и соответствующий комплект оборудования для изготовления пеноблоков.
Минимальные требования
Самым простым для частного строительства является использование первого варианта, при котором не нужен отдельный пеногенератор. Основной комплект такого оборудования для производства пеноблоков составляют:
- пенобетоносмеситель;
- компрессор для создания избыточного давления;
- встроенный манометр для контроля за ним;
- формы.
Принцип работы заключается в одновременной загрузке воды, цемента, песка и пенообразователя в герметично закрывающуюся камеру, в которую подается воздух и производится перемешивание компонентов.

Для получения качественных пенобетонных блоков важна высокая скорость вращения вала (380-420 об/мин). Это позволяет сформировать в бетонной массе одинаковые, равномерно распределенные воздушные пузырьки, обеспечивающие необходимую плотность получаемого материала.
Такой способ производства минимизирует затраты на оборудование для производства пеноблоков, не требует при работе специальной подготовки, а саму установку по силам сделать своими руками в домашних условиях.
Но есть и недостатки:
- невысокая производительность (не более 20 м³/сутки);
- возможны крупные поры в блоках, что отрицательно влияет на несущую прочность изделий;
- повышенные риски частого выхода из строя мотор-редуктора, подшипников, смесительной камеры;
- как правило, недолговечность устройства.
Профессиональный уровень
Для производства больших объемов или организации собственного бизнеса используется профессиональное оборудование для производства пеноблоков, которое включает в себя:
- смеситель;
- пеногенератор;
- воздушный компрессор;
- насосы для подачи воды и раствора;
- поризатор;
- датчики контроля давления и дозаторы подачи компонентов;
- формы.
Песок здесь для повышения качества продукции просеивается через вибрационную сетку.

Профессиональное оборудование для производства пеноблоков можно разделить на 3 группы:
| Вид | Особенности | Производительность, м³/сутки | Преимущества | Недостатки | Ориентировочные цены, руб. |
| Мобильные устройства | Малые размеры, возможность передвижения | 25-60 |
|
|
50-115 тыс. |
| Стационарные установки | Небольшая занимаемая площадь | 40-100 |
|
|
от 150 тыс. |
| Автоматические линии | Наличие конвейерной линии, зонирование производства на несколько участков | 60-160 |
|
|
от 0,5 млн (полуавтоматические)
1-4 млн (автоматизированные) |
Наличие пеногенератора обеспечивает качество блоков, повышает их плотность и прочность. Образование мелкопористой структуры создаёт хорошую тепло- и шумоизоляцию.